
某燃煤电厂脱硫系统中,#1吸收塔出现废水坑大量浆液溢流、石膏含水量过高和除雾器堵塞等现象。通过分析,发现主要原因为吸收塔负荷较大,导致空塔流速过快、亚硫酸钙氧化不充分、吸收塔内浆液密度过高、脱硫吸收浆液雾化颗粒量不足;结合其脱硫系统的超低排放改造,进行了增设喷淋层和改用单向双头式喷嘴、增设不锈钢托盘、设置增效环、改用三级屋脊高效除雾器、增加备用旋流子等设备改扩建。同时,提出了控制吸收塔pH值和密度、添加脱硫增效剂、增加氧化风机运行台数和提高除雾器清洗频率等改进措施。
由于环保要求日益严格,燃煤电厂烟气脱硫工作引起了广泛关注。石灰石石膏湿法脱硫(WFGD)工艺由于具有脱硫剂原料廉价易得、脱硫效率高、技术成熟、运行可靠等优点,已成为我国燃煤电厂烟气脱硫的首选工艺。
在WFGD系统中,由于现场实际运行状态与设计工况的偏差,往往会产生各种不正常现象和问题。本文对某电厂脱硫吸收塔废水坑浆液溢流和除雾器堵塞等现象发生的原因,以及运行操作需要注意的问题进行了分析与探讨。
1脱硫系统概述
某电厂脱硫系统采用WFGD工艺。此法将破碎研磨的粉状石灰石与水混合,搅拌制成脱硫吸收浆液;其在吸收塔内与烟气充分接触混合,浆液中的CaCO3与烟气中的SO2以及鼓入的氧化空气进行化学反应,生成脱硫石膏CaSO4.2H2O;石膏经脱水装置脱水后回收,SO2由此被脱除。具体化学反应原理如下:
该电厂#1机组为350MW的国产超临界燃煤发电机组,一炉一塔,未设置烟气换热器(gasgasheater,GGH)。SO2原设计排放浓度为168mg/m3,脱硫效率不小于95%。脱硫岛主要由烟气系统、吸收塔系统、石灰石浆液制备系统、废水处理系统、石膏脱水系统、工艺冲洗水系统等组成,如图1所示。
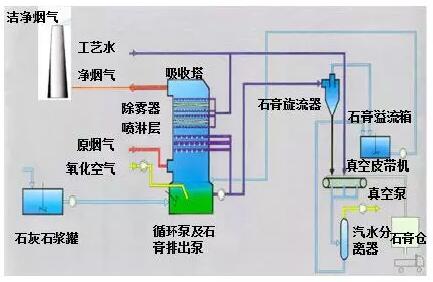
图1#1机组脱硫岛运行系统
吸收塔设计为喷淋塔式,高31.25m,直径12m,设计液位9.7m,实际运行中的浆池容积为1100m3。设置2台氧化风机,分别向吸收塔供应氧化空气,运行方式为一运一备。塔内浆液循环功能由3台浆液循环泵和3个喷淋层实现,喷淋层每层间隔2m,喷嘴采用单向单头式,喷淋层上方为单级平板式除雾器。石膏浆液密度仪表安装在吸收塔底部石膏排出泵的出口管道上,运行中根据该仪表密度值的高低自动控制石膏浆液的排放,即密度值低于设定值(一般为1130~1140kg/m3)时,石膏旋流分离器双向分配器转换到吸收塔,浆液在塔内继续循环,吸收SO2;一旦密度超过设定的最大值,双向分配器转换到排出泵出口管道,开始排放石膏,并运至石膏旋流器。石膏浆液脱水系统主要分为2级,一级系统包括2台石膏排浆泵运行和1套石膏旋流器(包含5个旋流子),运行方式分别为一运一备和四运一备;经一级系统脱水后的石膏浆液固含量约50%,再送入公用的二级脱水装置,真空皮带脱水机处理至固含量达到90%左右,贮存于石膏仓库间。
脱硫后的净烟气腐蚀性有所降低,但其湿度增大、温度下降;由于系统不设GGH,导致进入净烟道的烟气温度低于硫酸蒸气的露点温度,造成其夹带的少量水蒸气和SO3,在流经烟道和烟囱过程中遇冷形成酸性冷凝水。冷凝水通过烟道及烟囱上安装的冷凝水管回收至#1废水坑,由地坑排水泵输送至脱硫吸收塔。脱硫烟道冷凝水收集及处理路线如图2所示。净烟气原烟气地坑排水泵#1吸收塔#1废水坑出口净烟道冷凝水管烟囱为冷凝水管道
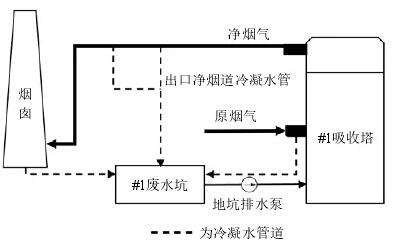
图2脱硫烟道冷凝水收集及处理路线
2事故及原因分析
2.1事故经过
3月1日18:00事故发生时,某电厂脱硫系统处于运行状态,大量浆液从#1吸收塔出口净烟道冷凝水管流出,导致#1废水坑满坑,大量浆液溢流至#1吸收塔周围地面,污染了环境。同时,发现脱水机脱水困难,产出的石膏含水率为23.6%,超过了验收标准(12%),品质不合格,如图3所示。


图3含水率不合格和合格的石膏
停机检修时,发现除雾器叶片堵塞严重,如图4所示。

图4#1吸收塔内除雾器叶片堵塞
2.2吸收塔负荷较大导致空塔流速过快
从表1数据分析,自2月21日以来,进入锅炉的燃煤平均含硫量在1.4%以上,锅炉平均负荷在80%以上;由于燃煤发热量降低,相对燃用煤量增大,烟气量也随之增大,加上原煤中含硫量较高,造成进入#1吸收塔需要处理的SO2总量增加。
因此,需要处理的烟气量和SO2浓度均超过原设计值,吸收塔负荷较高,可能引起空塔流速激增。根据空塔流速计算公式:
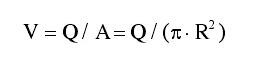
(1)式中:V为烟气的空塔流速,m/s;Q为塔内原烟气流量,m3/s;A为吸收塔横截面,m2;R为吸收塔横截面半径,m。
事故出现时,Q为5.14x108m3/s,R为6m,可计算得知V=4.55m/s,远大于设计时的流速3.8m/s。
吸收塔设计流速一般为3.4~4.0m/s,在此区间内比较适合气液逆流混合。空塔流速太快,造成烟气和脱硫吸收浆液接触反应时间短,出现烟气短路现象,导致脱硫效率达不到95%的设计要求。此外,除雾器设计流速略高于吸收塔设计流速,若空塔内烟气流速过高,烟气通过除雾器的流速更高,超过其设计流速,导致除雾器不能有效去除烟气携带的浆液颗粒,同时除雾器叶片被部分破坏、失效,烟气夹带大量石膏浆液进入净烟道,并流至烟道冷凝水排放管。
脱硫系统超低排放改造中,该电厂已经完成了吸收塔的原地重建,将其直径扩大到13.1m,当Q不变时,可根据式(1)得到改造后的V=3.8m/s,符合设计流速。


 垃圾焚烧烟气超低排放改造技术探讨生活垃圾焚烧烟气污染物的控制与处理…乙烯基酯玻璃钢在垃圾焚烧烟气净化系…生活垃圾焚烧烟气净化处理技术垃圾焚烧厂烟气净化SCR改造设计和脱…烟气脱硫副产物的处理与处置回转窑焚烧系统危废处置烟气CO超标分析垃圾焚烧发电中的排放气体控制技术
垃圾焚烧烟气超低排放改造技术探讨生活垃圾焚烧烟气污染物的控制与处理…乙烯基酯玻璃钢在垃圾焚烧烟气净化系…生活垃圾焚烧烟气净化处理技术垃圾焚烧厂烟气净化SCR改造设计和脱…烟气脱硫副产物的处理与处置回转窑焚烧系统危废处置烟气CO超标分析垃圾焚烧发电中的排放气体控制技术 影响大气污染的主要因素是什么?焦炉烟气脱硫脱硝净化技术与工艺硫化物的主要去除方法脱硫方法的分类中国CCUS技术发展趋势分析新型干法水泥窑捕集纯化(减排)二氧…高炉煤气干法除尘布袋周期破损原因分…我国大气污染的原因分析以及解决措施…
影响大气污染的主要因素是什么?焦炉烟气脱硫脱硝净化技术与工艺硫化物的主要去除方法脱硫方法的分类中国CCUS技术发展趋势分析新型干法水泥窑捕集纯化(减排)二氧…高炉煤气干法除尘布袋周期破损原因分…我国大气污染的原因分析以及解决措施…



