
摘要:采用序批式(SBR)活性污泥法处理煤化工废水。通过分析不同周期、进水浓度、pH、温度、DO与处理效果之间的关系,确定了SBR法处理煤化工废水的的最佳运行参数。试验结果表明,在SBR处理周期为24h的条件下,进水CODCr为1200~1400mg/L,石油烃类为50~70mg/L,pH为6.8~7.1,DO为3.5mg/L左右,温度约为25℃时,该工艺对CODCr和石油烃类去除效果较好,去除率分别为85%和76%。该工艺具有投资少、操作简单、运行费用低等特点。
关键词:SBR 煤化工废水 石油烃类 运行参数
0前言
煤化工企业废水中的石油烃类属于难降解有毒有害物质,其具有密度小、极性弱等特性,这也决定了其较强的疏水性,进一步增加了处理的难度。利用物理、化学方法处理石油烃类可以得到较好的效果,但因造价高,二次污染等问题使其应用受到了限制[1]。生物处理方法是近些年发展起来的,具有处理效果好、费用低、对环境影响小、无二次污染及应用范围广等优点,是迄今为止处理石油烃类比较好的一种方法[2]。
本试验旨在对SBR工艺处理煤化工废水中石油烃类的效果和条件进行研究分析。目的是通过对SBR工艺处理煤化工废水的试验研究,找出一条切实、可行的技术路线。通过分析不同周期、进水浓度、pH、温度、DO与处理效果之间的关系,确定了SBR法处理煤化工废水的最佳运行参数,为煤化工废水处理工艺实际运行提供技术支持。
1试验装置和原水水质
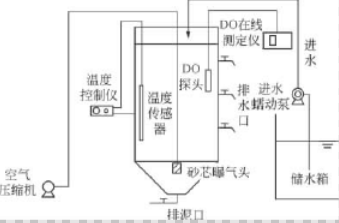
试验装置如图1所示。该反应器由有机玻璃加工而成,上部为圆柱型,下部为圆锥体,内径250mm,高400mm,总有效容积10L。柱体垂直方向设有3个间隔100mm的取样口。在反应器底部设有放空阀,用于放空和排泥。曝气采用砂头曝气器,可调节曝气量。同时配置温控设备和DO在线测定仪。通过装置定时控制,可自动实现定期的出水、进水、曝气与停曝。反应器接种污泥取自哈依煤气沉淀池,接种量为5000mg/L。
原水采用哈依煤气废水,其CODCr为1200~1400mg/L,石油烃类为50~70mg/L,pH为6.8~7.1。
2试验内容和方法
2.1试验内容
石油烃类物质主要包括直链烷烃、支链烷烃和环烷烃等。因此,煤化工废水中的COD可以间接的反映石油烃类的含量,故本试验主要通过测定CODCr和石油烃类两个指标考察SBR对石油烃类的降解和去除能力。主要考察以下几个参数的影响[3]:处理周期;进水浓度;pH;DO;温度。
2.2测定项目与方法
(1)CODCr:采用微波密闭消解COD快速测定仪测定。
(2)pH:采用PHS-3C型pH计测定。
(3)DO:采用连续在线溶解氧测定仪测定。
(4)石油烃类:采用紫外分光光度法。
2.3污泥驯化
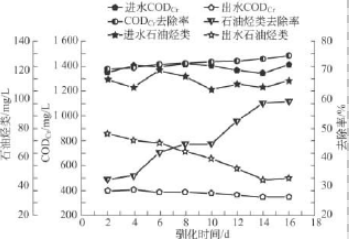
活性污泥的培养和驯化分为异步培养、同步培养和接种培养。为了加快系统的启动速度,缩短微生物的驯化周期,本试验采用直接接种培养法,将取自哈依煤气处理系统的污泥注入SBR中,以48h为周期对污泥进行驯化。一个周期内进水2h,曝气41h,静沉2h,排水2h,闲置1h。试验用水直接取自哈依煤气废水,其中石油烃类50~70mg/L,同时采用液体石蜡和固体石蜡的混合液模拟石油烃类,在曝气开始后10min投加,每次的投加量为50mg/L,使系统内的石油烃类保持在100~120mg/L,逐步培养出适合于降解煤化工废水中石油烃类的优势菌种[4]。系统运行16d后,活性污泥呈红褐色絮状,污泥沉降性能良好,SBR对CODCr和石油烃类的去除率分别达到了75.20%和59.31%,系统启动完成。活性污泥各项指标趋于正常,其中,MLSS=3500mg/L,MLVSS=2520mg/L,f=72%,SV=30%,SVI=85.7mL/g。各个周期结束后出水水质变化曲线如图2所示。
3试验结果与讨论
3.1周期影响分析
在原水pH维持在6.8~7.1,控制曝气强度使SBR中DO=2.5mg/L,温度为20℃的条件下,分别考察处理周期为6h、12h、18h、24h、30h、36h、42h、48h时系统对CODCr和石油烃类的降解能力。结果如图3所示。
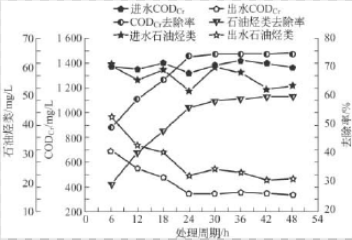
由图3可以看出,当处理周期为24h时效果较好,CODCr和石油烃类的去除率分别达到了73.85%和56.32%,此后再增加处理周期,SBR的处理效果并没有显著的提高。可能由于系统中的碳氮比失调,随着CODCr降低,废水中碳氮比失调越严重,活性污泥中微生物的生长和繁殖受到的抑制作用越强[5]。故从降解效果和节约经费双重角度考虑,选择处理周期为24h。
3.2进水浓度影响分析
控制SBR处理周期为24h,DO=2.5mg/L,温度为20℃,pH为6.8~7.1,分别在系统开始进水10min之后向反应器中投加0mg/L、10mg/L、20mg/L、30mg/L、40mg/L、50mg/L的石油烃类物质,考察相应的降解能力,结果如图4所示。

由图4可以看出,在上述条件下采用SBR对煤化工废水进行处理时,石油烃类在50~70mg/L时,其去除率稳定在50%~60%,活性污泥对石油烃类的降解能力随着石油烃类的增加反而降低。可能由于当煤化工废水中石油烃类大于50~70mg/L时,超过了系统中活性污泥的极限降解能力,降低了微生物的活性和数量,因此对于富含较高石油烃类的煤化工废水需先经过水解酸化等预处理,才能取得较好的处理效果。
3.3pH影响分析
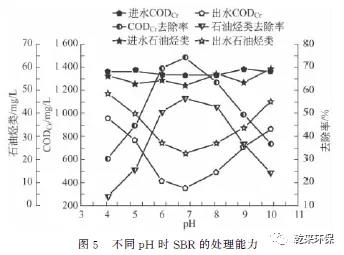
控制SBR处理周期为24h,DO=2.5mg/L,温度为20℃时,调节pH将反应器中pH分别控制在4、5、6、6、8、9、10时,考察pH对于系统降解能力的影响,结果如图5所示。
由图5可知,当原水pH为6.86左右时,SBR对于石油烃类的去除能力最强,图中曲线呈抛物线,说明pH对活性污泥的降解能力影响较大。
由图4可以看出,在上述条件下采用SBR对煤化工废水进行处理时,石油烃类在50~70mg/L时,其去除率稳定在50%~60%,活性污泥对石油烃类的降解能力随着石油烃类的增加反而降低。可能由于当煤化工废水中石油烃类大于50~70mg/L时,超过了系统中活性污泥的极限降解能力,降低了微生物的活性和数量,因此对于富含较高石油烃类的煤化工废水需先经过水解酸化等预处理,才能取得较好的处理效果。
3.3pH影响分析
控制SBR处理周期为24h,DO=2.5mg/L,温度为20℃时,调节pH将反应器中pH分别控制在4、5、6、6、8、9、10时,考察pH对于系统降解能力的影响,结果如图5所示。
由图5可知,当原水pH为6.86左右时,SBR对于石油烃类的去除能力最强,图中曲线呈抛物线,说明pH对活性污泥的降解能力影响较大。
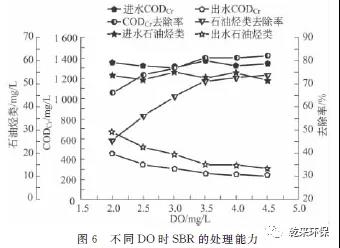
由图6可知,对于石油烃类物质,由于其是碳氢化合物,几乎不含氧原子,所以比其他有机物的还原程度都高,其氧化时化学需氧量也比较高[6,7]。在DO低于3mg/L时,溶解氧的含量对于活性污泥降解石油烃类能力的影响较为明显,当DO达到3.5mg/L时,CODCr和石油烃类的去除率分别达到了81.21%和71.16%,继续增加曝气量,石油烃类的降解率并没有明显增加。这也表明当DO=3.5mg/L时已基本可以满足系统微生物的需要,故从降解效果和经济效益的角度考虑,选择DO为3.5mg/L。
3.5温度影响分析
国内外研究表明,降解石油烃类的微生物降解可在很大的温度范围内,在0~70℃的环境中均发现有降解石油烃类的微生物。本试验将温度分别设定在10℃、15℃、20℃、25℃、30℃、35℃、40℃时,SBR处理周期为24h,pH为6.8~7.1,DO为3.5mg/L,考察温度对于系统降解能力的影响,结果如图7所示。
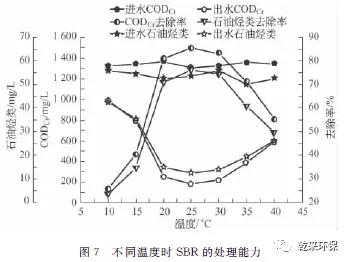
从图7可以看出,在20~30℃时,SBR对于CODCr和石油烃类的去除效果较好,当温度为25℃去除效果最好,分别达到了85.83%和76.39%,此时出水的CODCr和石油烃类分别为185.60mg/L和12.71mg/L,这表明微生物在常温下较易降解石油烃类。
此外还可以看出,相对高温而言,低温对于微生物降解能力影响更大。这可能是因为温度会影响石油烃的粘度,一些具有毒性的正烷烃及芳香烃在低温时很难挥发,在这种情况下酶活性将会降低[7]。当温度在10~25℃范围内,系统的去除能力随着温度的升高而增加。当温度达到35℃以上时石油烃对微生物的毒性将不断增加[8],此时去除能力将随温度升高而逐渐降低。
4结论
(1)序批式(SBR)活性污泥工艺对煤化工废水中的石油烃类物质处理效果较好。当处理周期为24h、pH保持在6.8~7.1、DO在3.5mg/L左右、温度在25℃左右时,污染物去除效果最好,CODCr和石油烃类的去除率可分别达到85.83%和76.39%。然而此时处理后的废水中CODCr和石油烃类分别为185.6mg/L和12.71mg/L,均未达到《污水综合排放标准》一级标准,因此煤化工废水的处理还需联合水解酸化等预处理工艺或者后续的深度处理工艺。
(2)当煤化工废水中石油烃类大于50~70mg/L时,煤化工废水对于SBR工艺的降解能力影响较大,此时废水不能直接进入SBR,需先经过水解酸化等预处理过程,才能取得较好的处理效果。
(3)相对于本文考察的其他三个因素,pH和温度对于SBR工艺的降解能力影响较大,只有系统保持在中性环境、温度在20~30℃时才可以得到较好的处理效果。因此在实际工程应用中应重视对pH和温度的控制。
(4)与其他生化处理方法相比,SBR法具有操作简单,耗时短,可以节约工程基建投资,降低处理费用,同时易于实现自动控制,方便维修管理等优点[5]。
(5)在试验运行过程中,未发生污泥膨胀,但在实际运行中要注意防止发生污泥膨胀,即要注意对pH、温度、氮磷含量等影响因素的控制[9,10]。


 污水脱氮处理反硝化工艺分析
污水脱氮处理反硝化工艺分析 水煤浆气化协同处置废物技术破解园区…填埋场环境下HDPE膜老化特性及其对周…餐厨垃圾废水处理工艺选择通沟污泥处理工艺及其资源化利用研究城镇污水处理厂污泥处理处置技术现状…城镇生活污水处理厂污泥该如何处理?城市污水污泥中磷回收技术发展及前景UASB厌氧处理工艺污水处理系统应急预案农村生活污水处理工业园区污水处理工艺选择发电厂节水及废水综合利用改造实例燃煤电厂脱硫废水零排放预处理工艺选…SBR法处理煤化工废水中石油烃类的试…煤化工废水处理技术研究
水煤浆气化协同处置废物技术破解园区…填埋场环境下HDPE膜老化特性及其对周…餐厨垃圾废水处理工艺选择通沟污泥处理工艺及其资源化利用研究城镇污水处理厂污泥处理处置技术现状…城镇生活污水处理厂污泥该如何处理?城市污水污泥中磷回收技术发展及前景UASB厌氧处理工艺污水处理系统应急预案农村生活污水处理工业园区污水处理工艺选择发电厂节水及废水综合利用改造实例燃煤电厂脱硫废水零排放预处理工艺选…SBR法处理煤化工废水中石油烃类的试…煤化工废水处理技术研究



