
废水近零排放分盐技术可产出硫酸钠、氯化钠进行资源化利用,减少外排固废量,创造环境友好煤化工项目。结合中安煤化污水场项目从废水水质特征、分盐工艺选择、污染因子、结垢因子、特征因子的控制、长周期稳定运行等方面探讨了废水近零排放分质结晶技术的工业化应用。
01 渗排型透水铺装径流控制
1.1 项目背景
中安180万m³/年煤制烯烃项目是由中国石化和皖北煤电各出资50%建立的煤化工企业。该项目地处淮河流域,环境影响敏感,环评及批复要求本项目污水全部回用不得外排。主要工艺单元有煤气化、变换、低温甲醇洗、硫磺回收、甲醇制烯烃(MTO)、聚丙烯(PP)、聚乙烯(PE)等装置,配套公用工程单元有净水场、循环水场、动力站、化水站、凝结水回收单元、配套罐区、火炬等设施。处理的废水主要为煤气化废水、煤制烯烃排水及下游化工装置,公用工程单元排水。总体设计阶段废水近零排放技术方案采用蒸发结晶产混盐方案,2014年基础设计审查时,业主首次提出废水分盐近零排放思路,减少混盐作为固体废物外排量,处理后废水全部回用至循环水场或化水站,蒸发结晶产出硫酸钠、氯化钠资源化利用,少量杂盐外运。当时国内废水近零排放分盐技术尚处在一个起步阶段,国外此类技术需求较少,市场上缺少成熟技术,煤化工废水直接分盐近零排放缺少成熟的工业化应用案例,部分新建和在运煤化工企业刚刚开始关注废水近零排放分盐技术路线。2017年底决定立足自主研发,组建了由设计单位:中国石化工程建设有限公司(SEI)、研究单位:北京化工研究院和大连石油化工研究院,业主单位:中安联合共同组成的“十条龙科研攻关”课题组,在SEI提出的工艺流程基础上共同开发煤化工废水近零排放分盐技术,最终形成中石化自有知识产权工艺包,并在中安项目配套污水处理场实现近零排放分盐技术的工业化应用。
1.2 主要污水来源及系列划分
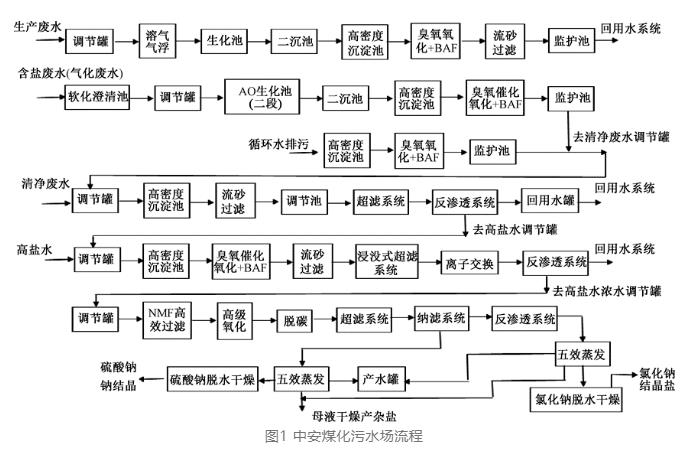
根据中安项目各装置排水的水质及废水处理后回用的要求,将污水处理场划分为生产废水处理、含盐废水处理、清净废水处理和高盐水处理四个系列。
生产污水处理系列设计规模400 m³/h,来水主要包括煤制甲醇装置、MTO装置、PP装置、LLDPE装置及辅助设施排出的生产废水,生活污水及装置污染区的初期雨水。该系列废水含盐量较低,经预处理、生化处理及深度处理后直接回用作循环水补充水。
含盐废水处理系列设计规模400 m³/h,来水为煤气化装置产生的气化废水,含盐量较高,经预处理、生化处理、深度处理后排入清净废水处理系列。
清净废水处理系列设计规模1 200m³/h,主要处理循环水排污、化学水站排水和经生化处理后的含盐废水。该系列废水含盐高,有机物和其他污染物浓度较低,经软化澄清、过滤、超滤、反渗透脱盐处理,回收70%产水,回用作化学水站原水补给水或循环水补充水,浓水排至高盐水处理系列。
高盐水处理系列设计规模360m³/h,来水为清净废水系列反渗透浓水,经进一步预处理、膜浓缩、纳滤、蒸发结晶分盐处理回收大部分水,回用作循环水补充水,产出硫酸钠满足《工业无水硫酸钠》(GB/T 6009-2014)Ⅲ类合格品、硫酸钠质量百分数>92%氯化钠满足《工业盐》(GB/T 5462-2015)[2]中日晒工业盐二级标准,少量杂盐外运处置。
1.3 各系列流程(见图1)
02 项目难点
2.1 气化废水处理
煤化工企业排水中气化废水处理难度高,水质波动大。气化废水通常具有高硬度、高氨氮、难降解、部分水质存在不可预见性的特点。煤气化工艺及装置操作稳定性对气化废水水质影响较大,某项目气化装置正常运行时气化废水水质为氨氮150~400 mg/L,COD 400~900 mg/L,气化装置事故工况时气化废水COD可达3 000mg/L,氨氮可达1 000mg/L,水质波动可持续近一个月时间。气化废水水质与气化工艺、进料煤质、配煤方案、操作运行关系较大。设计阶段气化废水水质由气化装置工艺专业通过设计煤种模拟计算,结合设计煤种试烧数据给出,项目运行后受煤炭供应影响,运行煤种配煤方案通常与设计煤种存在差异,即便气化装置操作正常,气化废水实际水质与设计水质相比仍存在一定的差异。煤种组合的变化及气化装置操作运行的变化会使气化废水水质波动较大。
2.2 近零排放废水分盐工艺的选择及原水水质的离子变化
中安项目开展详细设计时,尚无成熟的废水分盐技术,各类新工艺、新技术层出不穷,但均缺少长周期工业化应用的案例。面对不同的分盐工艺路线,考验工程设计单位对新技术的判断力及工程技术的集成能力,选择适合本项目的分盐工艺是中安项目成败的关键。
中安项目地处淮河流域,环境风险大。淮河冬季径流量较小,污染物容易富集。本项目用水取自淮河,项目所在地淮河水水质丰、枯水期氯离子和硫酸根离子比例对调,枯水期氯离子∶硫酸根离子约1∶1.5,丰水期氯离子∶硫酸根离子约1.3∶1,原水水质的离子变化引起工艺装置、循环水场、化水站等单元排水离子含量变化,对分盐产生不利影响。
2.3 废水近零排放分盐系统的长周期稳定运行
废水近零排放项目全厂不能外排废水,污水处理场在煤化工厂任何工况下都要接收上游装置排水,如果废水近零排放系统事故停车,整个化工厂都面临停车退料风险,带来较大的经济损失和安全隐患。近零排放分盐系统相比混盐近零排放系统更缺少成熟稳定运行经验。废水中分出的盐、硝品质存在不确定性。项目组前期对同类煤化工企业废水近零排放系统做了大量调研,煤化工近零排放系统稳定性较弱,易受上游工况和水质变化干扰,煤化工近零排放项目中气化废水处理、膜浓缩系统、蒸发结晶系统的长周期稳定运行是整个系统长周期稳定运行的关键因素。高盐环境下(TDS>30 000 mg/L),废水处理中常用的预处理、生化处理、深度处理工艺是否有效,缺少工业化应用案例验证。
03 解决方案
3.1 气化废水
中安煤气化装置共设置7台1 500m³/d气化炉(5用2备),采用中石化东方炉粉煤气化工艺,废水设计排放量正常315m³/h最大375m³/h 设计水质COD 500mg/L 氨氮300mg/L 硬度1 333mg/L(以碳酸钙计),碱度1 624mg/L(以碳酸钙计),CN- 1mg/L,F- 7mg/L。中安项目气化装置开车后,由于项目配套煤矿未达产,需从内蒙、山西、河南等多地调煤,以保证气化装置连续生产用煤。项目运行第一年气化装置煤种切换17次,气化装置进料配煤方案达10余种。每次气化装置煤种变化,均会对气化废水水质产生或多或少的影响。针对气化废水水质波动较大的特点,中安项目设置了废水暂存罐区用于事故工况污水暂存。污水场在气化废水来水管道上设置氨氮、COD等在线监测仪表,来水水质超标时切换至废水暂存罐储存,待系统平稳后,再回送污水场处理。气化废水硬度较高,为保证后续生化处理效果,气化废水先经除硬后再送入调节罐进入后续生化处理构筑物。本项目设计气化废水水质为负硬度水,采用双碱法软化澄清工艺除硬。针对本项目气化废水氨氮高,有机物难降解的特点,SEI联合大连化工研究院,基于茂名石化气化废水现场试验开发了煤气化废水五廊道两级AO工艺,利用项目自产甲醇作为碳源实现低COD高氨氮废水的反硝化处理。气化废水实际运行水质见表1。
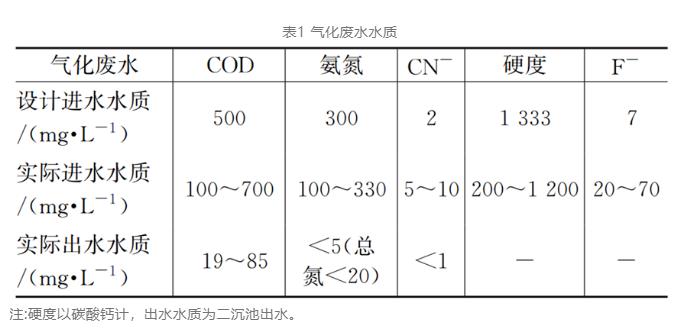
从实际运行数据可以看出,仅管气化废水水质波动较大,但COD和氨氮处理效果相对较好,处理后出水氨氮最低可小于1mg/L。实际来水CN-和F-高于设计值,硬度低于设计值,这3个指标的变化均与煤种和配煤方案有较大的关系。CN-的生成与气化温度有关,中安气化炉为粉煤气化属于高温气化工艺,气化温度>1 500℃,碳和氮在高温下易发生反应,生成CN-。气化污水CN-虽高于设计值,但小于10mg/L,如在进生化前采用氧化破氰预处理,氧化剂投加后不一定作用于氰根离子,大概率会与有机污染物反应。考虑到氰根离子未超过10mg/L,项目组采用提高生化系统氰根耐受性的方式处理氰根,通过逐步提高生化池进水CN-,适当加大生化池污泥回流量和硝化液回流量的方法驯化污泥,逐步提高系统对CN-的耐受性,经过近3个月的驯化,二沉池出水CN-可稳定小于0.5mg/L。气化废水中的F-主要与煤里氟的含量有关,由于运行煤种的变化造成F-来水超标,F-对蒸发结晶系统中的钛材有一定的腐蚀性,考虑到中安废水处理流程中并未设置单独除F-设施,且由于现场占地紧张,无法新增除氟设施,只能利用现有除硬、除硅设施同步除氟。除氟、除硬、除硅的协同处理首先通过两家研究单位实验室研究反应机理,再通过现场调整操作运行解决。除氟、除硬、除硅最适宜的反应条件及pH均不同,通过实验室和现场测定,适当调整反应pH、加药量对除氟有一定的协同去除效应。现场根据研究结论摸索、调整运行操作,利用现有高盐水除硬、除硅设施可同步达到30%~50%的除氟效率。系统中氟离子未完全去除,各段出水常年保有一定的氟离子含量,项目运行近2年来,后续蒸发结晶系统材料并未出现大面积腐蚀,在整个近零排放系统中F-的腐蚀性可控,见表2。

气化废水硬度值好于预期主要与气化装置石灰石投加量减少有关,中安气化装置设计煤种为淮南朱集西煤,需投加石灰石改变气化灰熔点,项目投产后配套煤矿未达产,朱集西煤投料量不到一半,石灰石投加量相应减少,硬度值低于设计值,后期随着配套煤矿达产,气化废水硬度也会相应升高。


 煤化工废水近零排放分盐技术工业应用垃圾渗滤液处理技术现状及研究进展环湖截污干渠监控系统设计大量新冠病毒即将进入污水厂 污水处…北排清河第二再生水厂低碳运行实践污水处理厂海绵城市设施设计方案研究…海口主城区内涝成因分析和治理措施如何通过SV30来判断污泥解体
煤化工废水近零排放分盐技术工业应用垃圾渗滤液处理技术现状及研究进展环湖截污干渠监控系统设计大量新冠病毒即将进入污水厂 污水处…北排清河第二再生水厂低碳运行实践污水处理厂海绵城市设施设计方案研究…海口主城区内涝成因分析和治理措施如何通过SV30来判断污泥解体 UASB厌氧处理工艺污水处理系统应急预案农村生活污水处理工业园区污水处理工艺选择燃煤电厂脱硫废水零排放预处理工艺选…发电厂节水及废水综合利用改造实例SBR法处理煤化工废水中石油烃类的试…煤化工废水处理技术研究
UASB厌氧处理工艺污水处理系统应急预案农村生活污水处理工业园区污水处理工艺选择燃煤电厂脱硫废水零排放预处理工艺选…发电厂节水及废水综合利用改造实例SBR法处理煤化工废水中石油烃类的试…煤化工废水处理技术研究



