
引流焊接堵漏技术的基本原理是,利用金属的可焊性,将装闸板阀的引流器焊在泄漏部位上,泄漏介质由引流通道及闸板阀引出施工区域以外,待引流器全部焊牢后,关闭闸板阀,切断泄漏介质,达到带压堵漏的目的。
②引流器的结构形式及操作方法 引流器一般由封闭盒(管)和排泄阀两部分组成,它的结构形式应当按照泄漏缺陷的外部几何轮廓设计制作。常见的有管式引流器和盒式引流器。
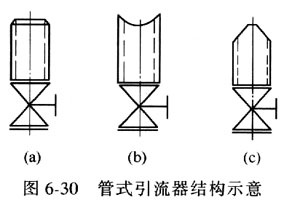
管式引流器的结构形式如图6-30所示。其封闭管可用标准无缝钢管制作,所用无缝钢管的规格根据泄漏缺陷的大小选择,钢管的内径应能全部覆盖住泄漏缺陷,并有充足的通道引出泄漏介质,不产生阻塞现象。引流阀应
选择阻力小的闸板阀。图6-30(a)是用于平面泄漏缺陷的管式引流器,封闭管的前端为带有坡口的平面结构形式;图6-30(b)是用于曲面泄漏缺陷的管式引流器,封闭管前端带有弧线形结构形式,可按泄漏缺陷的外部几何形状制作;图6—30(c)是用于角缝泄漏缺陷的管式引流器,封闭管前端为带有特定角度的锥状结构形式,可按泄漏缺陷的角度制作研合。
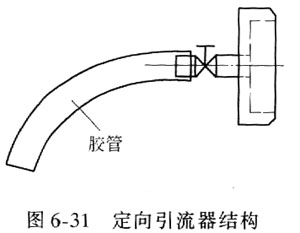
a.直管道泄漏的引流焊接堵漏 直管道段上的泄漏多是裂纹、腐蚀及焊缝上的焊接缺陷引起的,泄漏多呈喷射状态。其操作方法如下,首先全面了解泄漏介质参数,测量泄漏部位的尺寸,如管道外直径、曲率、泄漏裂纹长短、孔洞几何尺寸,根据上述数据设计制作一个封闭盒(管),要求封闭盒能与泄漏部位外表面良好地吻合,能全部覆盖住泄漏缺陷,在封闭盒中心开一个φ15~89的孔,根据所选阀门的结构形式,在开孔上焊一短接(丝头、法兰、焊接等形式),将DNl5~80 mm的闸板阀安装在短接上,必要时还可在阀门的另一侧再加一个短接,在此短接上可以接短胶皮管,这样就可以把泄漏介质引向指定的方向,其结构如图6—31所示。作业时,应当有两人以上配合作业,一人首先把引流器紧紧压合在泄漏缺陷上,使泄漏介质经引流通道、短接、闸板阀及胶皮管引开,使得封闭盒的四周无泄漏或泄漏很小;另一名操作者——电焊工应事先把电流调整好,电流不可过大,以免把管道烧穿,第一步先将引流器点焊在泄漏部位上,以防止焊接变形,施焊时,引弧点应选在无泄漏处,最好在封闭盒上引弧,然后再移到焊接处连续焊接。
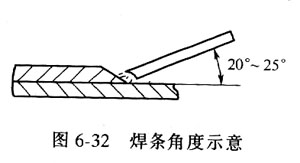
焊接的顺序是,先焊特殊位置或不好焊的位置,如仰焊;后焊正常位置或好焊的位置,如平焊,这样可以有效地保证焊接的质量。因为先焊时,泄漏介质的干扰会小一些,随着焊接的进行,泄漏介质的干扰会明显增大,当焊到有小量泄漏介质外泄的位置时,焊接后,在焊缝上可能出现气孔或其他焊接缺陷,甚至在焊缝上仍有泄漏存在,这时可用刨锤或样冲将其捻严,再在其上复焊一层焊肉。焊接时的焊条角度如图6-32所示。引流器的四周焊好后,应认真检查一遍,确认无误后,即可关闭闸板阀,实现带压堵漏作业的目的。
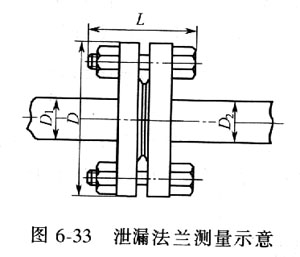
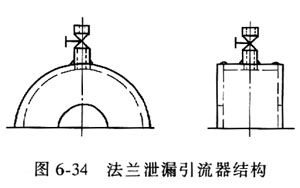
b. 法兰泄漏的引流焊接堵漏 首先测量泄漏法兰的有关数据,泄漏两法兰的总宽度L,法兰的最大外径D,法兰接管的尺寸D1、D2,如图6-33所示。根据这些数据设计一个法兰专用引流器,结构如图6—34所示。法兰引流器的壁厚应根据泄漏介质的压力而定,引流器的加工精度视泄漏介质的压力、泄漏量的大小而定。精度要求较高时,可首先焊制成一个封闭的圆柱形盒体,圆柱形盒体的内壁宽度应大于两块法兰及连接螺栓的总长,一般应大于这一尺寸的10~30mm为宜。盒子焊好后,用铣床或锯床在直径上断开,断开后再点焊上,然后加工两个圆φ1、φ2,引流阀应开设在圆柱盒的径方向上,当泄漏量较大,一个引流阀难以达到引流目的时,则应当开设多个引流阀,以达到顺利排放泄漏介质的目的。引流阀可选用DN15~80 mm的闸板阀。
c.管道弯头泄漏的引流焊接堵漏 首先根据泄漏弯头的尺寸,确定引流器的尺寸及弯曲半径,引流器的宽度应能全部覆盖住泄漏孔洞,引流器的长度应能保证在弯制后盖住泄漏孔洞,这两个尺寸都应当大一点,引流器的板厚应比泄漏弯头的壁厚大,以保证强度。下好料后的板材应在其四个边加工出坡口,坡口开好后,按泄漏弯头的弯曲半径煨制。煨制时,可取一个与泄漏弯头尺寸相同的弯头配合煨制,尽可能做到严密合缝,煨制好的板材,参照泄漏弯头的情况开设引流孔,连接闸板阀。作业时,2~3人配合作业,首先将闸板阀打到全开位置,引流孔对准泄漏缺陷,迅速贴合,使泄漏介质绝大部分从引流孔及闸板阀引至他处,另一名焊工则在事先调好电流的情况下,迅速把引流器点焊在泄漏弯头上,前一人即可离开。补焊时应先焊仰焊及立焊,即采用先焊难焊的部位,后焊易焊的部位。补焊时可能出现泄漏介质从引流器边缘泄漏的情况,这时如不影响补焊,则可连续焊下去;当泄漏较大,难以补焊时,可用刨锤或偏铲捻缝,采用逆向焊接的方法补焊。因为事先已开了坡口,所以还是比较容易捻严的,如果缝隙过大,也可用去掉药皮的焊条塞入缝隙内,然后再焊接。第一遍焊好后,应再焊一遍,必要时还可以多悍几遍,确认无误后,关闭闸板阀,达到带压堵漏作业的目的。
d.其他部位泄漏的引流焊接堵漏 对于其他部位,如三通、四通处发生的泄漏,只要能设计制作出合适的引流器,就可以采用焊接的方法进行带压堵漏作业。对于阀门阀体、填料处发生的泄漏也可以用焊接的方法消除,必要时可以做一个大的引流器将整个泄漏阀门全部封闭,引流后进行焊接,即可达到带压堵漏作业的目的。总之引流焊接法比分段逆向焊接法有更为广泛的应用范围,只要操作得当,一般都能达到堵漏的目的。
采用电焊补焊的方法消除具有可焊性的金属管道、法兰、阀门等处发生的泄漏点,具有简便、迅速、无需专门设备及工具的特点。


 化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知
化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知 危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册
危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册



