
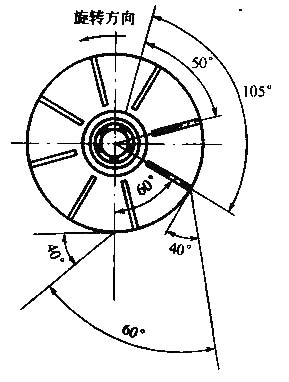
施工工艺:钢管预热后,用拨、接管机构将管子放在旋管移动台上,此时两个旋管台同时移动,将管子送入清理室内,然后前部小车和进给小车同时沿导轨行走。进
给小车继续前进,将输送臂、旋转支撑和内抛丸器送入钢管内,当内抛丸器到达钢管端部后,进给小车停止前进。此时启动内抛丸器,输送臂上的输送皮带将提升机供给的丸料送入抛丸器内,开始对臂内壁进行清理。一般前伸时就开始抛丸,后退相当于抛第二遍,两次才清理干净。同时进给小车后退至整根管子清理完毕。抛丸器抛射出的丸料除小部分留在管内,其余由清理室、前部小车下部送入丸料循环系统,经分离后重新回到提升机循环使用。在整个清理过程中,除尘回收系统一直工作,保证烟尘不散发出来。
在内涂生产线中表面预处理环节是生产率的关键,主要与管径,清理等级及管子表面状态有关,表4-1列出了美国CR公司针对管长12.5m所用清理设备的生产率。
| 管道规格/min | 每小时清理表面/m2 | 管道规格/min | 每小时清理表面/m2 |
| 304.8 | 120 | 914.4 | 500 |
| 406.4 | 175 | 1066.8 | 500 |
| 609.6 | 295 | 1219.2 | 500 |
| 762.0 | 425 | 1422.4 | 500 |
对于大口径管于,一般生产线的生产率均在(500~550)m2/h左右,当满足不了这一要求时,有时在一条内涂生产线上要安装两台抛丸设备。这种车间通常所需电力功率为300kW,压缩空气为7.5m3/min。
5.内喷涂设备
关于涂料的涂装方式有很多种,有刷涂、辊涂、喷涂等,大型工业化生产线多为喷涂,目前。内涂作业多为高压无气喷涂。与空气喷涂相比,高压无气喷涂是利用高压气体驱动涂料泵,将涂料增至高压,通过狭窄的喷嘴喷出,产生负压,剧烈膨胀,使涂料形成极细的扇形雾状,高速喷向工件表面形成膜层。由于高压无气喷涂压力高,且涂料中没有空气,使传统的空气喷涂中的缺点得以克服,从而提高了漆膜的质量,涂覆层均匀,针孔少,能够减少涂料、溶剂的雾滴对大气的污染,降低成本,改善工人的工作条件。
内喷涂采用的高压无气喷涂的方法,是将喷枪装在内伸臂的前端,沿管子轴向运动,管子旋转。
内喷涂设备主要组成部件如下[1、2]:
(1)罩住钢管两端的护罩,即一个固定护罩,一个移动护罩;
(2)涂料预制系统,带搅拌器的混料罐、储料罐;
(3)无气喷涂机;
(4)调速行走小车,车上装有内吹扫用压缩空气管路、高度可调的喷涂内伸臂;
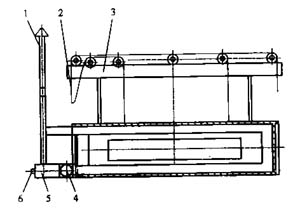
(5)内喷头,配有喷枪、带滚轮的支撑架、输料管、压缩空气管(见图4—6);
(6)废气处理系统;
(7)电气控制系统;
(8)转管台,即液压上、下管机械手和转管机构,用于钢管进入和退出喷涂工位以及驱动钢管旋转,与除锈工位相同。
6.固化炉
钢管在涂覆后覆盖层必须干燥,至少达到表干,为了加速干燥,可以采用固化炉快速固化。图4-7是一个固化炉示意图,它长15m,宽15m,高3m,炉壁和炉顶加装隔热材料,管子的入口和出口由炉门封闭,采用两台意大利燃烧器,可容纳10根管径1016mm的钢管,炉内为循环的热风,温度保持在50~60℃,内涂后的钢管在炉内停留约40min,达到覆盖层的固化。
7.检测仪器
7.1 环境条件监测仪器
在涂装过程中,由于环境和工件表面的潮湿经常导致覆盖层质量不佳,如覆盖层附着力差戊基体过早腐蚀等问题时而发生。为了确保涂装的质量,对环境条件进行监控十分必要,主要参数有温度、相对湿度和露点。目前使用的多为电子型仪器,图4-8是用于气候条件监测的常用电子仪器的照片。这类仪器测试简便、可靠,通常使用一 块带有可互换传感器的测试仪即可同时测量相对湿度、空气和表面温度。其测量数值,如露点、表面温度和露点之间的差值均可自动计算和数字显示。
(1)Elcometer218露点仪(图4-8的右上角) 露点仪用于监测不利的气候条件,防止固化迟缓,附着力差及过早腐蚀等问题发生。使用该仪器可以测量相对湿度、空气和表面温度、计算露点与表面温度的差值。其测量方法符合ISO 8502—4的要求。仪器的特点:

①精度高,重现性好,反应快;
②可防止涂装在湿表面上进行;
③监控环境湿度在可施工范围内,避免了涂覆层与基体之间水分的滞留;
④提醒用户注意可造成覆盖层中气泡的极限表面温度。
(2)Elcmeter 213数字温度计(图4-8的右下角) 该仪器有三种探头可供选择,用于测量;表面和空气温度;液体温度;软体材料的温度(针探头)。特点是精度高、分辨率高、反应快。可与218露点仪的探头互换,实现表面温度连续测量。
照片中还有手摇式和手摇型湿度计、干湿球达因湿度计、磁性温度计和露点计算器。
7.2 表面清理检测仪器
涂装前基体表面正确和有效的预处理是至关重要的。其中最关键的因素是表面清洁度和粗糙度。这两个参数对覆盖层与基体表面的附着力有重要影响。表面预处理不充分或不正确常导致覆盖层过早损坏。然而,表面过度预处理又会造成时间和费用上的浪费。因此检测表面清洁度和粗糙度是非常重要的。目前关于表面清洁度和粗糙度的标准化已经国际化,各国基本一致,并制造出有标准的照片和模板,使用起来很方便。此外,这些仪器中还包括用来测量一些特殊数值的功能,如钢表面的盐污染程度。图4-9是用于表面清理检测仪器汇总之大成。

(1)Elcometer 124测厚仪(照片中部带有两个手孔的秒表式仪器) 该仪器用于测量任何材料的厚度,测量可从材料的两面进行,可与拓模胶带配套使用。特点是:


 化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知
化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知 危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册
危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册



