
| 组分 | 原料 | 不同温度下质量配合比 | ||||
| 喷涂法 | 浇注法 | |||||
| 15~23℃ | 13℃以上 | 15℃以下 | 23℃以上 | 15℃以下 | ||
| A | 聚醚 胺醚 β-三氯乙基磷酸酯 F-113 H2O 硅油 有机锡 三乙醇胺 | 20 7~8 4~6 11~13 0.2~0.3 0.8~0.9 0.1~0.3 1.6~1.8 | 20 6~8 4~6 10~12 0.1~0.3 0.7~0.9 0.1~0.2 1.2~1.4 | 20 8~10 4~6 12~13 0.2~0.4 0.8~1.0 0.2~0.4 2.0~2.2 | 20 3~5 4~6 9~11 - 0.8~1.0 0.16~0.2 1~1.5 | 20 4~6 4~6 8~10 0.1~0.2 0.8~1.0 0.16~0.2 1~1.5 |
| B | PAPI指数 | 1.05~1.1 | ||||
| 组分 | 原料 | 不同施工方法及温度条件下的质量比 | |||||
| 喷涂法 | 浇注法 | ||||||
| 11℃ | 16℃ | 21℃ | 24℃ | 25℃ | 15℃ | ||
| A | Ⅲ型阻火聚醚 乙二胺聚醚 β-三氯乙基磷酸酯 F-113 H2O 有机锡 三乙醇胺 硅油 | 20 10 6 13 0.4 0.4 2.2 1 | 20 7 6 14 0.2 0.3 1.8 0.8 | 20 8 4 12 0.4 0.2 1.4 0.9 | 20 8 5 10 0.3 0.2 1.2 1 | 20 5 6 11 0 0.16 1 0.8 | 20 6 6 10 0.2 0.16 1 0.8 |
| B | PAPI | 55 | 54 | 54 | 52 | 52 | 52 |
| 组分 | 原料 | 质量比 |
| A | Ⅲ型阻火聚醚 乙二胺聚醚 β-三氯乙基磷酸酯 F-113 三乙醇胺 硅油 有机锡 | 100 16 8 32 2 1.6 0.017 |
| B | PAPI | 160~165 |
(2)配料方法及过程
①先校配比进行小试发泡,无误后可大批量配种。
②配料按A组和B组分别进行,充分搅拌,待用。
4. 施工方法
目前硬质聚氨酯泡沫塑料在防腐蚀和绝热工程上应用的施工方法有3种:预制泡沫塑料法、直接喷涂法、一次罐注成型法。
(1)预制泡沫塑料法。以胎模成型为块材或半圆形泡沫塑料。块材或半圆形泡沫塑料的缝隙可用直接喷涂法封闭,形成防腐蚀保温保冷绝热层。预制板材和预制管壳规格见表5—8、表5—9。
| 长度 | 宽度 | 厚度 |
| 2000 2000 1500 | 1000 500 600 | 30~80 30~80 30~80 |
| 内径 | 壁厚 | 长度 | 备注 |
| 45 108 159 219 273 325 426 730 840 1000 2200 7900 | 50~80 50 50 50 50 50 30~50 35 80 80 100 30 | 500 500 500 500 500 500 1000 1000 700 700 700 870 | 由两块拼接成圆筒 |
(2)直接喷涂法。是硬质聚氨酯泡沫塑料现场施工、修补技术的主要方法,这种方法不受工作面外形尺寸、几何形状的限制,不用模具,制品厚度可根据实际需要任意调节,可连续成型;效率高。
①喷涂机械硬质泡抹塑料直接喷涂的喷涂机由几部分组成:A、B组分物料贮箱,A、B组分泵,电加热系统,滤气减压系统和喷枪。
JG-3型喷涂机工作程序如图5—1所示。
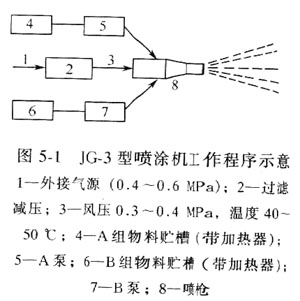
JG-3型喷涂发泡机由1台三相交流电动机带动,经变速机变速箱带动2台HV3/68型环形活塞式计量泵作顺时针同步运转,计量泵A、B按定比各自输送组分液料、经耐压管输送到喷枪,在压缩空气的作用下,A、B两组分液体在喷抢混合室内相互混合,然后以高速雾状喷涂至工作面,待发泡、固化,形成一定密度和一定厚度的硬质聚氨酯泡沫塑料涂层。
JG-3型喷涂机之变速箱配有两种转速,可任选一种。不同转速获得喷涂量也不同,JG—3型喷涂机转速与喷涂量关系见表5—10。
| 转速/r·min-1 | 475 | 715 |
| 喷涂量/L·min-1 | 1~28 | 2~48 |
②喷涂操作 按配方配料A组分和B组分,分别倒入A、B物料贮槽。喷涂用空气压力0.3~0.4MPa。被喷涂物面温度40~50℃,加速涂层的熟化,提高黏结力。喷枪对准物面,稍带有一点角度,离物面300~500mm距离,喷枪移动速度0.5~O.8 m/min。
③喷涂层技术控制
a.乳化时间 乳化时间太短,枪口要堵塞;时间太长物料要流失或滴落。
b.初凝时间 物料初凝可用手测试,以不粘手计时。一般控制在10~12 s间,时间长了要影响施工进度;时间短了待第二次
喷上时,其表面已有固化层,将产生间隔层,以致影响到导热系数。
c.雾化风压 胶液在喷枪内混合系通过压缩空气在混合器内搅拌雾化,一般控制风压0.4~0.6MPa。
直接喷涂的缺点是表面不光滑,并呈麻面状。当喷涂管道时,物料损失约10%。
(3)一次灌注成型法。灌注发泡是聚氨酯泡抹塑料在模腔内成型的主要方法。一次性灌注物料流动性好,发泡时充满模腔各个部位,省工、省料、制品光滑,质量好。
灌注发泡是用灌注发泡机进行的常用JG-1型灌注发泡机系低压循环型。JG—1型灌注发泡机规格与能力见表5—11。
| 时间 | 规格 | ||||
| JG-1-10 | JG-1-20 | JG-1-30 | JG-1-40 | JG-1-60 | |
| 1s 25s 60s | 60~170ml 1.65~4.15L 4~10L | 130~330ml 3.35~8.35L 8~20L | 0.2~0.5L 5~12.5L 12~30L | 0.3~0.7L 6.65~16.7L 16~40L | 0.4~1L 10~25L 24~60L |
JG-1型灌注发泡机参数如下。灌注搅拌头,电动4000 r/min。定量输送泵,HV系列环形活塞泵。原液灌,A、B各100L。溶剂中洗、强风吹扫,按程序自动操作。原液补充,电动泵输送。原液搅拌混合,电动锚式搅拌器。注入定时器,1~40 s。注剂罐,20L。原液温度调节,电加热、水泵循环、恒温自空。外表尺寸,2m×1.3 m±2.3m。全机总重,1 t。
JG-1型灌注发泡机工作程序示意如图5-2所示。一次灌注成型法模具如图5-3所示。

摸具设计实例。例如输油管系螺旋卷管,其外径φ529 mm,焊缝高出壁2.5 mm,需绝热层厚50 mm,则模具直径D=529+50×2+2.5×2=634 mm;长度=1000 mm;模具壁厚,1~2 mm碳钢;加强筋,30×4角铁;阻头高度50mm。


 化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知
化工和危化品事故分析报告危险化学品(储存、生产、使用)企业…碘危险化学品物质安全告知过氧化氢危险化学品物质安全告知200#溶剂油危险化学品物质安全告知硫化氢危险化学品物质安全告知氧气危险化学品物质安全告知氮气危险化学品物质安全告知 危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册
危险化学品目录(2015版)危险化学品分类及其危险特性对制度落实不到位的原因调查及解决办…职工安全生产的权利和义务危险化学品的储存有限空间作业安全知识柴油罐的存放加油站安全知识手册



