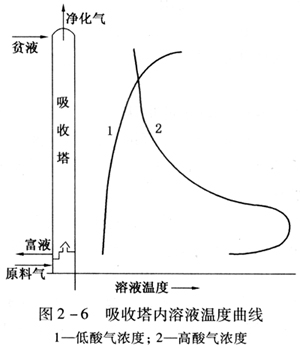
对于MDEA法来说,塔内溶液温度高低对其吸收H2S、CO2的影响有两个方面:①溶液黏麾随温度变化,温度过低会使溶液黏度增加,易在塔内起泡,从而影响吸收过程中的传质速率;②MDEA与H2S的反应是瞬间反应,其反应速率很快,故温度主要是影响H2S在溶液中的平衡溶解度,而不是其反应速率。但是,MDEA与CO2的反应较慢,故温度对其反应速率影响很大。温度升高,MDEA和CO2的反应速率显著增加。因此,MDEA溶液用于选择性脱H2S时,宜使用较低的吸收温度;如果用于脱硫脱碳,则应适当提高原料气进吸收塔的温度。这是因为,较低的原料气温度有利于选择性脱除H2S,但较高的原料气温度则有利于加速CO2的反应速率。通常,可采用原料气与湿净化气或贫液换热的方法来提高原料气的温度。
醇胺法脱硫脱碳装置正常运行时其他一些设备压力、温度参数大致见表2-4。
3. 气液比
气液比是指单位体积溶液所处理的气体体积量(m3/m3),它是影响脱硫脱碳净化度和经济性的重要因素,也是操作中最易调节的工艺参数。
表2-4 醇胺法装置一些设备压力、温度参数
工艺参数 | 富液出吸收塔(液位调节阀出口) | 贫富液换热器 | 胺液冷却器 | 塔顶冷却器 | 回流泵 | 增压泵 | 胺液泵 |
富液侧 | 贫液侧 |
进口 | 出口 | 进口 | 出口 | 进口 | 出口 | 进口 | 出口 | 进口 | 出口 | 进口 | 出口 | 进口 | 出口 |
压力/kPa | 275~550 | — | — | — | — | — | — | — | — | 20~40 | 205~275 | 20~40 | 345~450 | 0~275 | 345① |
温度/℃ | 38~82 | 38~82 | 88~104 | 115~121 | 77~88 | 77~88 | 38~54 | 88~107 | 38~54 | | | | | | |
① 高于吸收塔压力之差值。
对于采用MDEA溶液选择性脱除H2S来讲,提高气液比可以改善其选择性,因而降低了能耗。但是,随着气液比提高,净化气中的H2S含量也会增加,故应以保证H2S的净化度为原则。
4. 溶液浓度
溶液浓度也是操作中可以调节的一个参数。对于采用MDEA溶液选择性脱除H2S来讲,在相同气液比时提高溶液浓度可以改善选择性,而当溶液浓度提高并相应提高气液比时,选择性改善更为显著。
但是,溶液浓度过高将会增加溶液的腐蚀性。此外,过高的MDEA溶液浓度会使吸收塔底富液温度较高而影响其H2S负荷。
(四) 工业应用
如前所述,MDEA是一种在H2S、CO2同时存在下可以选择性脱除H2S(即在几乎完全脱除H2S的同时仅脱除部分CO2)的醇胺。自20世纪80年代工业化以来,经过20多年的发展,目前已形成了以MDEA为主剂的不同溶液体系:①MDEA水溶液,即传统的MDEA溶液;②MDEA一环丁砜溶液,即Suliinol-M法或砜胺Ⅲ法溶液,在选择性脱除H2S的同时具有很好的脱除有机硫的能力;③MDEA配方溶液,即在MDEA溶液中加有改善其某些性能的添加剂;④混合醇胺溶液,如MDEA-MEA溶液和MDEA-DEA溶液,具有MDEA法能耗低和MEA、DEA法净化度高的能力;⑤活化MDEA溶液,加有提高溶液吸收CO2速率的活化剂,可用于脱除大量CO2,也可同时脱除少量的H2S。
它们既保留了MDEA溶液选择性强、酸气负荷高、溶液浓度高、化学及热稳定性好、腐蚀低、降解少和反应热小等优点,又克服了单纯MDEA溶液在脱除CO2或有机硫等方面的不足,可根据不同天然气组成特点、净化度要求及其他条件有针对性地选用,因而使每一脱硫脱碳过程均具有能耗、投资和溶剂损失低,酸气中H2S浓度高,对环境污染少和工艺灵活、适应性强等优点。
目前,这些溶液体系已广泛用于:①天然气及炼厂气选择性脱除H2S;②天然气选择性脱除H2S及有机硫;③天然气及合成气脱除CO2;④天然气及炼厂气同时脱除H2S、CO2;⑤硫磺回收尾气选择性脱除H2S;⑥酸气中的H2S提浓。
由此可见,以MDEA为主剂的溶液体系几乎可以满足不同组成天然气的净化要求,再加上MDEA法能耗低、腐蚀性小的优点,使之成为目前广泛应用的脱硫脱碳工艺。
但是,有些情况下采用常规醇胺法仍是合适的。例如,当净化气作为NGL回收装置或LNG生产装置的原料气时,由于这些装置要求原料气中的。CO2含量很低,故必须深度脱除其中的CO2。此时,就应考虑采用常规醇胺法脱硫脱碳的可能性。
此外,为了提高酸气中H2S浓度,有时可以采用选择性醇胺和常规醇胺(例如MDEA和DEA)两种溶液串接吸收的脱硫脱碳工艺,即二者不相混合,而按一定组合方式分别吸收。这时,就需对MDEA和DEA溶液各种组合方式的效果进行比较后才能作出正确选择。
有关采用常规醇胺法脱硫脱碳、活化MDEA法脱碳、选择性醇胺和常规醇胺(MDEA和DEA)两种溶液串接吸收脱硫脱碳的工业应用以及我国正在建设的川东北罗家寨高含硫气田天然气处理工程脱硫脱碳工艺方案见参考文献[1],以下仅以选择性MDEA法和MDEA配方溶液法在国内的工业应用为例予以说明。
1. 选择性MDEA法
目前,国内外已普遍采用溶液选择性MDEA法脱除天然气中的H2S,以下仅重点介绍MDEA法选择性脱硫在我国天然气工业中的应用。
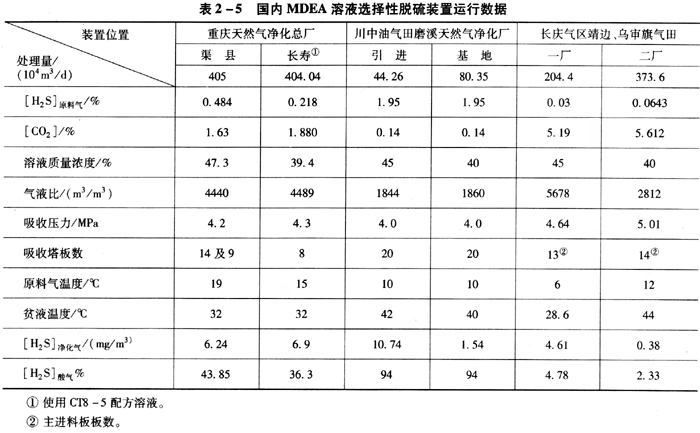
自1986年重庆天然气净化总厂垫江分厂采用MDEA溶液进行压力选择性脱硫工业试验取得成功以来,我国陆续有川渝气田的渠县、磨溪、长寿分厂和长庆气区的第一、第二天然气净化厂采用选择性MDEA法脱硫的工业装置投产,其运行数据见表2-5。由这些脱硫装置得到的湿净化气再经三甘醇脱水后作为商品气外输。
由表2-5可知,就原料气组成而言,渠县和长寿天然气净化分厂应该选用选择性脱硫的MDEA溶液,而磨溪天然气净化厂虽未必需要选用,但仍可取得节能效果。至于长庆气区第一天然气净化厂和第二天然气净化厂,由于其原料气中的H2S含量低(但亦需脱除)而CO2含量则较高,故主要目的应该是脱除大量C02而不是选择性脱除H2S,如选用选择性脱硫的MDEA溶液就会造成溶液循环量和能耗过高。因此,长庆气区第一天然气净化厂后来新建的400×104m3/d天然气脱硫脱碳装置采用的是混合醇胺溶液(45%MDEA+5%DEA),第三天然气净化厂引进的脱硫脱碳装置采用的是MDEA配方溶液。这些事实充分说明,目前我国天然气脱硫脱碳工艺已经发展到以选择性MDEA法脱硫为主,其他MDEA法方法兼而有之的新阶段。
此外,我国蜀南气矿荣县天然气净化厂现有两套处理能力为25×104m3/d的脱硫脱碳装置,分别于1998年及2000年建成投产。原料气中H2S含量为1.45%~1.60%(体积分数),CO2含量为5.4%~5.9%,采用浓度为45%(质量分数)的MDEA溶液脱硫脱碳。为了进一步提高净化气质量及酸气中H2S含量,后改用由37%MDEA、8%TBEE(一种为叔丁胺基乙氧基乙醇化合物的空间位阻胺)和55%水复配成的混合胺溶液。在压力为1.03~1.2MPa、温度为36~45℃下采用混合胺溶液脱硫脱碳,溶液循环量为6~9m3/h,气液比为1050~1150,经处理后的净化气中H2S含量≤10mg/m3,脱除率达99.99%,CO2共吸率≤20%(体积分数),比原来采用MDEA溶液时降低40%~45%,酸气中H2S含量由40%提高到45%。
2. MDEA配方溶液法的应用
MDEA配方溶液是近年来广泛采用的一类气体脱硫脱碳溶液。它以MDEA为主剂,复配有各种不同的添加剂来增加或抑制MDEA吸收CO2的动力学性能。因此,有的配方溶液可比MDEA具有更好的脱硫选择性,有的配方溶液也可比其他醇胺溶液具有更好的脱除CO2效果。在溶液中复配的这些化学剂同时也影响着MDEA的反应热和汽提率。
与MDEA和其他醇胺溶液相比,由于采用合适的MDEA配方溶液脱硫脱碳可明显降低溶液循环量和能耗,而且其降解率和腐蚀性也较低,故目前已在国外获得广泛应用。在国内,由于受配方溶液品种、价格等因素影响,在天然气工业中目前仅有重庆天然气净化总厂长寿分厂、忠县天然气净化厂等选用过脱硫选择性更好的MDEA配方溶液(CT8-5)。其中,长寿分厂采用MDEA配方溶液后可使酸气中H2S含量由采用MDEA溶液时的30.48%.(计算值)提高至39.04%。但是,由于长庆气区含硫天然气中酸性组分所具有的特点,要求采用既可大量脱除CO2,又可深度脱除H2S的脱硫脱碳溶液,故在第三天然气净化厂由加拿大Propak公司引进的脱硫脱碳装置上采用了适合该要求的配方溶液。
该装置已于2003年年底建成投产,设计处理量为300×104m3/d,原料气进装置压力为5.5~5.8MPa,温度为3~18℃,其组成见表2-6。
由表2-6可知,第三天然气净化厂原料气中CO2与H2S含量分别为5.286%和O.028%,C02/H2S(摩尔比)高达188.8(均为设计值)。其中,CO2与H2S含量与已建的第二天然气净化厂原料气相似,见表2-7。
表2-6 第三天然气净化厂脱硫脱碳装置原料气与净化气组成 %(干基,体积分数)
组分 | C1 | C2 | C3 | C4 | C5 | C6+ | He | N2 | H2S | C02 |
原料气① | 93.598 | 0.489 | 0.057 | 0.008 | 0.003 | 0.002 | 0.028 | 0.502 | 0.028 | 5.286 |
原料气② | 93.563 | 0.597 | 0.047 | 0.006 | 0.001 | 0.000 | 0.020 | 0.252 | 0.025 | 5.489 |
净化气 | 96.573 | 0.621 | 0.048 | 0.006 | 0.001 | 0.000 | 0.021 | 0.311 | 0.38③ | 2.418 |
① 设计值;
② 投产后实测值;
③ 单位为mg/m3。
表2-7 长庆气区酸性天然气中CO2、H2S含量① %(体积分数)
组分 | C02 | H2S | C02/H2S(摩尔比) |
组成 | 第二天然气净化厂 | 5.321 | 0.065 | 81.9 |
第三天然气净化厂 | 5.286 | 0.028 | 188.8 |
① 均为设计采用值。
由此可知,第三天然气净化厂与第二天然气净化厂原料气中的CO2含量差别不大;H2S含量虽略低于第二天然气净化厂,但含量都很低且均处于同一数量级内。因此,可以认为二者原料气中CO2、H2S含量基本相同。但是,由于已建的第二天然气净化厂脱硫脱碳装置采用选择性脱硫的MDEA溶液,因而溶液循环量较大,能耗较高。
为了解第三天然气净化厂脱硫脱碳装置在设计能力下的运行情况,2004年年初对其进行了满负荷性能测试,测试结果的主要数据见表2-8。为作比较,表2-8同时列出有关主要设计数据。
由表2-8可知,第三天然气净化厂脱硫脱碳装置在满负荷下测试的溶液循环量与设计值基本相同,但测试得到的吸收塔净化气出口温度(55℃)却远比设计值高,分析其原因主要是原料气中的CO2实际含量(一般在5.49%左右)大于设计值的缘故。这与闪蒸塔的闪蒸气量(125m3/h)和再生塔的酸气量(3750m3/h)均大于设计值的结果是一致的。
表2-8 第三天然气净化厂脱硫脱碳装置主要设计与满负荷性能测试数
部位 | 原料气 | 脱硫脱碳塔 | 闪蒸塔 | 再生塔 |
参数 | 处理量/(104m3/d) | 压力/MPa | 温度/℃ | 溶液循环量/(m3/h) | 净化气温度/℃ | 贫液进塔温度/℃ | 闪蒸气量/(m3/h) | 压力/MPa | 塔顶温度/℃ | 塔底温度/℃ | 酸气量/(m3/h) |
设计值 | 300 | 5.5 | 26.6 | 63.3 | 43.3 | 43.3 | 85.8 | 0.55 | 95.8 | 119.6 | 3334 |
测试值 | 300 | 5.4 | 27 | 63.2 | 55 | 40 | 125 | 0.55 | 86 | 122 | 3750 |
此外,测试得到的净化气中的CO2实际含量均小于2.9%,符合商品气的质量指标。这一结果也表明,在原料气中CO2实际含量大于设计值的情况下,采用与设计值相同的溶液循环量仍可将CO2脱除到3%以下。
如果将第二天然气净化厂脱硫脱碳装置(共2套,每套处理量为400×104m3/d)采用的MDEA溶液量(每套设计值为135m3/h)与第三天然气净化厂脱硫脱碳装置(300×104m3/d)采用的MDEA配方溶液量(63.3m3/h)相比,前者原料气处理量是后者的1.33倍,但溶液循环量却是后者的2.13倍,即前者的溶液循环量比后者高出约60%,因而该装置的能耗也相应较高。由此不难看出,对于长庆气区这样高碳硫比的原料气,采用合适的MDEA配方溶液脱硫脱碳,无论从节约能源还是提高技术水平来讲,都是十分重要的。
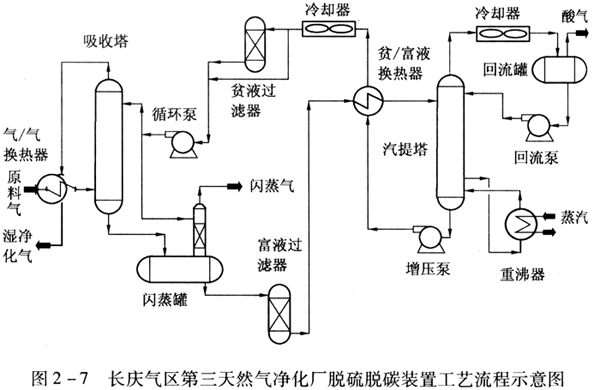
投产后的实践表明,第三天然气净化厂脱硫脱碳装置采用的工艺流程和MDEA配方溶液总体来说是成功的。此外,该装置除了采用MDEA配方溶液脱硫脱碳外,还针对天然气脱硫脱碳与选择性脱硫的不同特点,在工艺流程上也做了一些修改,其示意图见图2-7。
四、醇胺法脱硫脱碳装置操作注意事项
醇胺法脱硫脱碳装置运行一般比较平稳,经常遇到的问题有溶剂降解、设备腐蚀和溶液起泡等。因此,应在设计与操作中采取措施防止和减缓这些问题的发生。
1. 溶剂降解
醇胺降解大
致有化学降解、热降解和氧化降解三种,是造成溶剂损失的主要原因。
化学降解在溶剂降解中占有最主要地位,即醇胺与原料气中的CO2和有机硫化物发生副反应,生成难以完全再生的化合物。MEA与CO2发生副反应生成的碳酸盐可转变为晤唑烷酮,再经一系列反应生成乙二胺衍生物。由于乙二胺衍生物比MEA碱性强,故难以再生复原,从而导致溶剂损失,而且还会加速设备腐蚀。DEA与CO2发生类似副反应后,溶剂只是部分丧失反应能力。MDEA是叔胺,不与CO2反应生成曝唑烷酮一类降解产物,也不与CO2、CS2等有机硫化物反应,因而基本不存在化学降解问题。
MEA对热降解是稳定的,但易发生氧化降解。受热情况下,氧可能与气流中的H2S反应生成元素硫,后者进一步和MEA反应生成二硫代氨基甲酸盐等热稳定的降解产物。DEA不会形成很多不可再生的化学降解产物,故不需复活釜。此外,DEA对热降解不稳定,但对氧化降解的稳定性与MEA类似。
避免空气进入系统(例如溶剂罐充氮保护、溶液泵入口保持正压等)及对溶剂进行复活等,都可减少溶剂的降解损失。在MEA复活釜中回收的溶剂就是游离的及热稳定性盐中的MEA。
2. 设备腐蚀
醇胺溶液本身对碳钢并无腐蚀性,只是酸气进入溶液后才产生的。
醇胺法脱硫脱碳装置存在有均匀腐蚀(全面腐蚀)、电化学腐蚀、缝隙腐蚀、坑点腐蚀(坑蚀,点蚀)、晶间腐蚀(常见于不锈钢)、选择性腐蚀(从金属合金中选择性浸析出某种元素)、磨损腐蚀(包括冲蚀和气蚀)、应力腐蚀开裂(SCC)及氢腐蚀(氢蚀,氢脆)等。此外,还有应力集中氢致开裂(SOHIC)。
其中可能造成事故甚至是恶性事故的是局部腐蚀,特别是应力腐蚀开裂、氢腐蚀、磨损腐蚀和坑点腐蚀。醇胺法装置容易发生腐蚀的部位有再生塔顶部及其内部构件、贫富液换热器中的富液侧、换热后的富液管线、有游离酸气和较高温度的重沸器及其附属管线等处。
酸性组分是最主要的腐蚀剂,其次是溶剂的降解产物。溶液中悬浮的固体颗粒(主要是腐蚀产物如硫化铁)对设备、管线的磨损,以及溶液在换热器和管线中流速过快,都会加速硫化铁膜脱落而使腐蚀加快。设备应力腐蚀是由H2S、CO2和设备焊接后的残余应力共同作用下发生的,在温度高于90℃的部位更易发生。
为防止或减缓腐蚀,在设计与操作中应考虑以下因素:
① 合理选用材质,即一般部位采用碳钢,但贫富液换热器的富液侧(管程)、富液管线、重沸器、再生塔的内部构件(例如顶部塔板)和酸气回流冷凝器等采用不锈钢。
② 控制管线中溶液流速,减少溶液流动中的湍流和局部阻力。
③ 设置机械过滤器(固体过滤器)和活性炭过滤器,以除去溶液中的固体颗粒、烃类和降解产物。过滤器应除去所有大于5μm的颗粒。活性炭过滤器的前后均应设置机械过滤器,推荐富液采用全量过滤器,至少不低于溶液循环量的25%。有些装置对富液、贫液都进行全量过滤,包括在吸收塔和富液闪蒸罐之间也设置过滤器。
④ 对与酸性组分接触的碳钢设备和管线焊接后应进行热处理以消除应力,避免应力腐蚀开裂。
⑤ 其他,如采用原料气分离器,防止地层水进入醇胺溶液中。因为地层水中的氯离子可加速坑点腐蚀、应力腐蚀开裂和缝间腐蚀;溶液缓冲罐和储罐用惰性气体或净化气保护;再生保持较低压力,尽量避免溶剂热降解等。
3. 溶液起泡
醇胺降解产物、溶液中悬浮的国体颗粒、原料气中携带的游离液(烃或水)、化学剂和润滑油等,都是引起溶液起泡的原因。溶液起泡会使脱硫脱碳效果变坏,甚至使处理量剧降直至停工。因此,在开工和运行中都要保持溶液清洁,除去溶液中的硫化铁、烃类和降解产物等,并且定期进行清洗。新装置通常用碱液和去离子水冲洗,老装置则需用酸液清除铁锈。有时,也可适当加入消泡剂,但这只能作为一种应急措施。根本措施是查明起泡原因并及时排除。
4. 补充水分
由于离开吸收塔的湿净化气和离开再生塔回流冷凝器的湿酸气都含有饱和水蒸气,而且湿净化气离塔温度远高于原料气进塔温度,故需不断向系统中补充水分。小型装置可定期补充即可,而大型装置(尤其是酸气量很大时)则应连续补充水分。补充水可随回流一起打入再生塔,也可打入吸收塔顶的水洗塔板,或者以蒸汽方式通入再生塔底部。
为防止氯化物和其他杂质随补充水进入系统,引起腐蚀、起泡和堵塞,补充水水质的最低要求为:总硬度<50mg/L,固体溶解物总量(TSD)<100×10-6(质量分数,下同),氯<2×10-6,钠<3×10-6,钾<3×10-6,铁<10×10-6。
5. 溶剂损耗
醇胺损耗是醇胺法脱硫脱碳装置重要经济指标之一。溶剂损耗主要为蒸发(处理NGL、LPG时为溶解)、携带、降解和机械损失等。根据国内外醇胺法天然气脱硫脱碳装置的运行经验,醇胺损耗通常不超过50kg/106m3。



 化工和危化品事故分析报告
化工和危化品事故分析报告 危险化学品目录(2015版)
危险化学品目录(2015版)



