措施名称:强力输送机硫化接头施工安全技术措施
一、 施工内容:强力胶带输送机硫化接头
二、 施工时间:
三、 施工单位:
四、 施工组织:
五、 施工前准备工作:
1、派人清理好硫化硐室前后各20米范围内卫生,并洒水除尘,保证施工现场卫生清洁。
2、硫化硐室内准备好660V,380V,220V,127V电源。
3、硫化硐室内准备4个合格的灭火器,两个灭火砂箱(各0.2立方砂),硫化硐室门口有高压水源,并有50米灭火水管。
4、提前派专人检查硫化板、水包、电控箱等、检查是否合格,以保证施工安全顺利的进行。
七、技术要求:
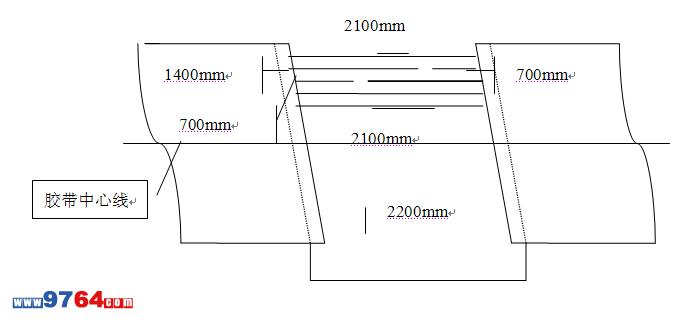
1、根据强力皮带安装时的工艺方法,硫化机尺寸及有关技术说明书,采用三级全搭接。
2、接头长度:全长2200mm.
3、胶糊、胶料必须采用保质期内的产品,并且外观无任何变化。
4、硫化技术要求:
a、硫化温度保持145℃ b、硫化压力不低于1.5Mpa,硫化恒温时间不低于40min。
5、硫化结束后成形效果确保接头硫化强度达到原皮带90%.
6、降温时,必须待胶带温度降至环境温度时方可拆卸设备。
胶带三级全搭接示意图
八、施工方法:
1、开皮带找所硫化的接头,当接头运行到硫化操作位置时停住皮带。拆除机尾小绞车上坠铁,将机尾涨紧小绞车用5吨手拉葫芦往机头方向牵4米,拆接头前后各2米的槽钢、滑子、滑架子,在此处用板棚搭一个长×宽×高=4000×2800×800mm的平台,将皮带用起重吊梁起吊,人工拖至硫化硐室平台处,进行硫化。
2、标出胶带中心线,为防止胶带接头偏斜,要在胶带两头标出胶带中心线,具体方法是:测量胶带宽度,标出中心点,并在不小于1米的长度范围内找出三个中心点,用粉笔将中心线连成直线,中心线用小刀或红蜡笔画出,以防擦掉。
3、根据所硫化的接头上下两端钢丝绳断丝情况,标出裁去范围,用大锤、錾子裁去。
4、开剥:按图沿实线下刀,割至钢丝绳,然后从边部起沿钢丝绳边缘,割断覆盖胶和芯胶,割至实线处再将钢丝绳端部胶割开,用钳子钳住钢丝绳端部,将其从胶中抽出,按同样方法依次将胶带中的钢丝绳抽出,从虚线到实线割成30℃斜坡,以利于硫化成型。
5、用断线钳截断钢丝绳。
6、打磨:用刀子、砂布、打磨机、打磨钢丝绳所附橡胶,打磨至钢丝绳附胶厚度为0.3mm左右时,要用砂布打磨,防止打磨过度使钢丝绳镀层受损,钢丝绳根部间的橡胶面、斜坡面和邻接斜坡的覆盖胶表面,都要打磨成粗糙面,覆盖胶表面打磨宽度为30mm,打磨后将胶沫清除。
7、将下梁铺到平台上,在下梁之上依次铺上水包、隔热板及下加热板,在下架热板上铺上报纸,然后铺上覆盖胶,胶片将斜坡面全部覆盖。
8、将加热板上的覆盖胶上面用
120#汽油涂刷两遍,干燥后再用胶糊涂刷两遍(第一遍干燥后再涂第二遍),干燥后将芯胶铺到覆盖胶上。



 电机车司机安全作业指导书
电机车司机安全作业指导书 工厂安全隐患及预防措施
工厂安全隐患及预防措施



