8高速切削安全技术
1 高速切削加工安全技术
高速切削加工时, 高速旋转的工件、刀具、夹具等聚积着很大的能量, 承受着很大的离心力, 当机床主轴的转速高达 10000r/min~20000r/min, 甚至更高时, 会使刀具、夹具破碎, 释放出很大的能量, 可能造成重大的事故和伤害。因此, 解决高速切削的安全问题成为推广应用高速切削的前提。高速切削的安全技术主要包括以下几个方面。
2.1 安全保障技术
由于高速切削飞溅的切屑和碎片具有枪弹般的杀伤力, 同时也为了防止因高速旋转而使刀具、夹具甩飞或爆碎时对操作者的伤害, 高速切削机床普遍采用全封闭式安全门罩, 高强度透明材料制成的观察窗等更完备的安全保障措施, 来保证机床操作者及机床周围现场人员的安全, 避免机床、刀具和工件等有关设施受到损伤。
2.2 刀具安全技术
高速切削刀具安全性涉及的主要对象是高速旋转的铣刀和镗刀, 尤其是高速铣刀, 因为高速铣削是目前高速切削应用的主要工艺。
德国在 20 世纪 90 年代初就开始对高速铣刀安全技术进行了研究, 制定了 《高速铣刀的安全要求》标准草案。该标准是开发高速铣刀的技术指导性文件, 同时也规定了高速铣刀失效的实验方法和准则, 成为高速铣刀安全性的指南。
高速切削时, 离心力成为铣刀破坏的主要载荷, 防止离心力造成的破坏关键在于刀体的强度是否足够, 机夹刀的零件夹紧是否可靠。为了能在设计阶段就能定量估算出铣刀刀体结构的强度和夹紧的可靠性, 国外已开发出高速铣刀的有限元 ( Finite Element Methods, FEM)模型, 它能够模拟刀片在刀体刀座里的倾斜、滑动、转动及螺钉在夹紧时的变形, 计算出不同转速度下刀片的位移和螺钉受力的大小。据 FEM 计算和试验, 机夹可转位铣刀在高速下的失效主要有两种形式: 一种是由于夹紧刀片的螺钉被子剪断, 刀片或其它夹紧元件甩飞;另 一 种 是 刀 体 爆 碎 。 如 图 1 所 示 的 端 铣 刀 ( 直 径Ф100mm) , 其刀片靠摩擦力夹紧, 在转速 5000r/min 时其中的一个刀片与夹紧楔块被甩飞。在多数情况下首先 出 现 的 是 前 一 种 失效, 随 着 转 速 进 一 步 提高, 达到刀体强度的临界值时, 才出现后一种失效即刀体爆碎。图 2 所示为在 36700 r/min 时 爆 碎 的
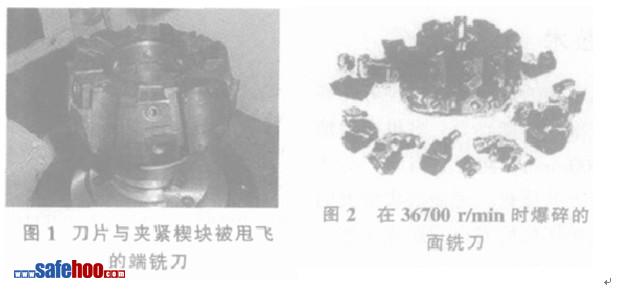
面铣刀, 这种失效, 操作者往往来不及采取措施制止或躲避, 爆碎的碎块等将对操作者造成重大伤害, 使机床设备、加工工件严重损坏, 带来巨大经济损失。根据模拟计算和爆碎试验研究结果表明, 高速铣刀刀片不允许采用靠通常的摩擦力实现刀片的夹紧方式, 而应采用带中心孔的刀片, 通过螺钉实现夹紧。但应注意, 螺钉在静止状态下夹紧刀片时的预紧力不能过大, 以避免螺钉产生塑性变形而使夹紧过早失效。
对高速切削刀具进行动平衡也不可缺少。对高速切削刀具进行平衡时, 首先需对刀具、夹头、主轴等各个元件单独进行平衡, 然后对刀具与夹头组合体进行平衡,最后将刀具连同主轴一起进行平衡。推荐采用微调螺钉进行精细平衡, 或直接采用内装动平衡机构的镗刀, 通过转动补偿环移动内部配重以补偿刀具不平衡量。
2.3 工况监测技术
高速切削刀具监测技术对于高速切削加工的安全性十分重要。刀具监测技术主要包括通过监测切削力以控制刀具磨损; 通过监测机床功率以间接获得刀具磨损信息; 监测刀具断裂 ( 破损) 等。目前国内外对高速切削刀具监测技术的研究及开发应用还不够充分。
根据监控方法的不同, 可以分为直接监控法和间接监控法。目前, 由于种种不足, 上述监控法大多尚未达到能完全满足工程实用的程度。多数研究者认为, 声发射 (AE) 技术是一种较有前途并具有工业应用潜力的监控方法, 如 M yeony Chang Kang 等利用声发射对高速切削中的刀具状况和刀具磨损进行监测, 并取得了较好的效果。因此另外 Jean- Ha Kim 等利用数码照相机和专用夹具进行高速切削刀具磨损的研究。此外, 测力轴承 (Force- monitoring Bearing) 作为一种测量机床主轴受力情况的新型测力传感器正日益受到重视。测力轴承监控系统能根据切削力及频谱能量的变化, 有效地监控刀具的磨损和破损情况。
3 结束语
高速切削是一项先进的、正在发展的综合技术,必须将高性能的高速切削机床、与工件材料相适应的刀具和对于具体加工对象最佳的加工工艺技术相结合, 充分发挥高速切削技术的优势。同时, 高的切削速度对机床、刀具、夹具等都提出了许多特殊要求,其中安全问题就是应用高速切削技术所必须考虑的一个关键问题。



 电机车司机安全作业指导书
电机车司机安全作业指导书 工厂安全隐患及预防措施
工厂安全隐患及预防措施



