为确保焊接施工处所承担的焊接工作是在受控的条件下,由合格的人员,使用合格的程序根据适用的法规、标准和规范进行以确保焊接质量,保证锅炉水压和机组试运焊口无泄漏,进行焊接质量策划。
1.范围
本措施适用于项目工程范围内的焊接分公司所承担的焊接和热处理工作。
2.焊接质量网络图:
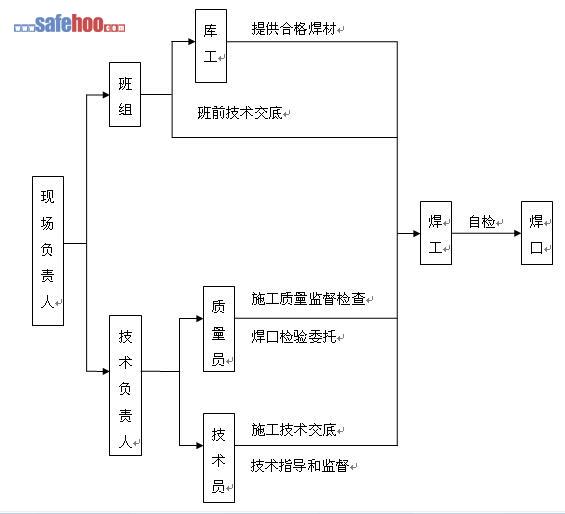
3.职责分工
技术负责人对焊接施工技术、焊缝标示和焊接统计工作负责;同时对焊接质量负责。
4.焊接程序
4.1开工资料
4.1.1焊缝标识:焊接技术负责人至少在开工焊前1天,完成有关图纸的焊缝标识。施工单位在焊工施工前应对现场的焊缝进行标识。
焊工在每只焊缝焊完后在焊缝附近打上本人的钢印代号(壁厚小于8mm除外)。现场设计的管道,焊接技术负责人协助安装单项工程师在管道立体图上对焊缝进行标识。
4.1.2项目开工前技术员必须将本工程所用的焊接人员的有效焊工证件及项目的专(兼)职质检员证进行报审。库工应及时向物资科索取焊接材料合格证的复印件。库工应向焊接人员提供合格的焊接材料。
4.1.3焊接施工作业指导书已经发布,焊接施工必须严格按焊接施工作业指导书进行。
4.1.4施工人员已交底,并熟悉焊接作业流程和要求。
4.1.5焊接前的检验:
焊接前焊工应对焊接接头的对口情况进行检验,不合格的焊接接头应拒绝点焊,必要时向本单位质检人员汇报,合格后方可点焊。



 冶金铁路车辆现场事故救援技术研究与…
冶金铁路车辆现场事故救援技术研究与… 高温液态金属突发事故应急处理措施
高温液态金属突发事故应急处理措施



