
摘要: 随着环保排放标准的不断提高,烧结烟气脱硝已成为钢铁企业环境治理的重点.对3种常见烧结烟气脱硝工艺的工作原理、优缺点进行对比,对比国内某钢铁企业同等型号烧结机的不同脱硝工艺,从运行成本考虑,提出SCR法可作为烧结烟气脱硝改造的首选工艺.
前言
钢铁工业排放的典型污染物包括颗粒物、二氧化硫(SO2)、氮氧化物(NOX)和二噁英等。2015 年钢铁冶炼企业的SO2、NOX排放量分别为136.7 万t、55.1t,约占工业源总排放量的9.7%、5%。在钢铁行业排放的污染物中,其中约78.8%SO2、52.8%NOX来自烧结工序,烧结工序为钢铁企业大气污染防治的一个最重要环节[1-2]。可见,烧结烟气脱硝已成为钢铁企业烟气治理的重中之重,选择可行的脱硝工艺对钢铁企业稳定实现超低排放至关重要。
2019 年4 月28 日,生态环境部、国家发展和改革委员会、工业和信息化部、财政部和交通运输部五部委联合印发《关于推进实施钢铁行业超低排放的意见》(环大气[2019]35 号)。《意见》对末端治理后的超低排放指标提出明确要求:到2020 年底前,重点区域钢企超低排放改造取得明显进展,力争60% 左右产能完成改造。
环保标准的加严,成为钢铁企业烧结机头超低排放改造的源动力。在烧结机头颗粒物治理上,对于执行超低排放的区域或位于大气污染传输通道区域的钢铁企业,普遍采用的治理方法为“机头四电场除尘+湿法脱硫+湿式电除尘”或“机头四电场除尘+旋转喷雾法/循环流化床法/密相干塔法脱硫+普通袋式除尘”。通过对现有治理设施进行改造提升,控制合理的情况下,烧结机头SO2排放浓度可稳定控制在35 mg/m3以下。而在烧结机头氮氧化物的达标治理上,建设或投运的脱硝系统相对较少,目前河北、山东、山西等地区钢铁企业建设的脱硝系统较多,其他地区烧结机头脱硝建设也已箭在弦上,其关键在于如何选择合适的脱硝工艺。
2 烧结机头NOX形成机理
烧结过程产生的NOX主要包括NO 和NO2,90%以上为NO,5%~10% 为NO2,还有微量N2O。NOx来源主要有两部分:一是烧结点火阶段;二是固体燃料燃烧和高温反应阶段。NOX产生途径主要有3种:在燃烧条件下,空气中的N2和O2反应生成热力型NOX;燃烧过程中,空气中的N2和燃料中的碳氢基团反应生成的HCN、CN 等NOx前驱物又被进一步氧化成为NOX,为快速型NOX;燃料中的氮在燃烧过程中被氧化成为燃料型NOx。
已有研究表明,烧结过程产生的NOX有80%~90% 来源于燃料中的氮,为燃料型NOX,热力型和快速型NOX生成量很少。
燃料中氮的热分解温度低于煤粉燃烧温度,在600~800 ℃时生成燃料型NOX。NOX生成量受到燃料氮含量、氮的存在形态、燃料粒度、空气过剩系数、烧结混合料中金属氧化物等成分的影响。根据烧结生产测算,每生产1 t 烧结矿约产生0.43~0.57 kgNOX,烧结烟气中NOX的浓度一般在200~300 mg/m3。
3 常见烧结烟气脱硝工艺
由于烧结烟气具有成分比较复杂(含颗粒物、SO2、NOX、重金属、二噁英,等)、烟气量大、温度变化大等特征,在脱硝工艺选择上与火力发电也有所不同。烧结烟气中的NO2 由于可与水反应生成HNO3,经湿法脱硫段洗涤留在浆液中,故烧结烟气脱硝的难点在于脱除或降低烟气中的NOx。综合几种常见的脱硝工艺,适合脱除烧结烟气中NOx的工艺以臭氧法、活性焦、SCR(选择性催化还原)3 种工艺最具代表性。
3.1 臭氧法脱硝
臭氧法脱硝原理在于臭氧将难溶于水的NOx氧化成易溶于水的NO2、N2O5等高价态NOx,经湿法脱硫(以石灰-石膏法脱硫为例)洗涤后生成硝酸盐排出(该工艺反应器一般设置于湿法脱硫塔前)。其反应过程如下。
烟道内:NO+O3→NO2+O2;
NO2+O3→NO3+O2;
NO3+NO2→N2O5。
脱硫塔内:2N2O5+2H2O=4HNO3;
2HNO3+Ca(OH)2=Ca(NO3)2+2H2O。
臭氧脱硝法具有占地面积小、改造投资省、理论脱硝效率高等优点,适合已建成项目且场地狭小、NOX总脱除量小的工程,目前在小型锅炉(20 t 及以下)、工业炉窑等有应用案例。但是,对于总脱除量大的工程,由于臭氧制备能耗高、副产物硝酸盐难回收易造成二次污染、臭氧逃逸等问题限制,难以得到广泛普及。另外,原环境保护部2017 年7 月发布的《排污许可证申请与核发技术规范钢铁工业》(HJ846—2017)指出,烧结机头和球团焙烧烟气中氮氧化物治理的可行技术为活性炭(焦)吸附法和选择性催化还原法,未推荐臭氧氧化法,故本着减少投资、稳定运行的原则,暂不建议采有此工艺技术。
3.2 SCR 脱硝
SCR(选择性催化还原)脱硝工艺的原理是在脱硝催化剂作用下向温度在250~400 ℃的烟气中喷入还原剂NH3,将烟气中的NO 和NO2 还原成N2 和H2O。该技术于20 世纪70 年代末首先在日本开发成功,80、90 年代以后,欧洲和美国相继投入工业应用。其反应方程式为:
4NO+4NH3+O2→4N2+6H2O;
6NO+4NH3→5N2+6H2O;
6NO2+8NH3→7N2+12H2O;
2NO2+4NH3+O2→3N2+6H2O。
SCR 脱硝工艺具有以下特点:1)该工艺是当前燃煤发电行业脱硝的主流工艺,市场应用率约93%~95%,有运行方便、转动设备少、无副产品、脱硝效率高、技术成熟、稳定可靠等优点。2)由于烧结烟气温度一般在80~180 ℃,属于低温烟气。若达到SCR 反应温度需通过加热或换热先将烟气升温,温升越高能耗就越大。
自2018 年5 月份,《钢铁企业超低排放改造工作方案(征求意见稿)》发布后,SCR 法烧结烟气脱硝工艺不断增加。
3.3 活性焦(炭)法
活性焦、活性炭法烧结烟气脱硝工艺相似,主要利用活性焦、活性炭的表面吸附能力脱除氮氧化物。吸附污染物时有两种作用机理:一种为物理吸附,依赖于活性焦多孔比表面积大的特性,将烟气中的污染物截留在活性焦/炭内;一种为化学吸附,依靠的是活性焦/炭表面的晶格有缺陷的C 原子、含氧官能团和极性表面氧化物,利用其化学特征,有针对性的将污染物“固定”在活性焦/炭内表面上。
活性焦/炭法脱硝催化还原反应方程式为:
6NO+4NH3→5N2+6H2O;
NO2+NO+2NH3→2N2+3H2O;
4NO+4NH3+O2→4N2+6H2O;
2NO2+4NH3+O2→3N2+6H2O。
主要工艺路线为:烧结烟气通过活性焦床层(吸附塔),在床层中发生物理、化学吸附后,将污染物截留或固定在活性焦表面上,干净的烟气随烟囱排放。吸附饱和的活性焦进入再生系统,通过加热使活性焦再生,再生过程中释放高浓度的SO2气体用于生产浓硫酸,再生后的活性焦经筛分后返回活性焦床层循环使用。工艺流程见图1。

该工艺的优缺点:1)能同时实现SO2、NOX、颗粒物、二噁英、重金属、HF、HCl 等多重污染的协同脱除,外排烟气可视效果好。2)用活性焦作吸附剂,可再生循环利用;脱硫产物为硫酸,可实现资源化利用。3)磨损后的活性炭粉可以加入烧结矿中用作燃料。4)该系统初始投资强度大。现有烧结脱硫系统多采用湿法脱硫,如需改用活性焦/炭法,需拆除现有脱硫系统,造成资金和资源的浪费。加之随着该工艺系统的不断上马,活性焦/炭价格也已水涨船高,导致运行成本相对较高。5)活性焦再生循环系统、制酸系统操作复杂,能耗高。6)烟气通过吸附床有较大的压力降,运行阻力大。
工艺应用上,宝钢股份、太钢、湛江钢铁、日照钢铁、邯钢、宁波钢铁等企业都已上马并投运。
4 SCR与活性焦/炭脱硝运行对比
国内某钢铁企业现已建成投运两套脱硝工艺,该两套工艺的烧结机面积均为600 m2,且产量、生产负荷相当。其运行情况如表1 所示。
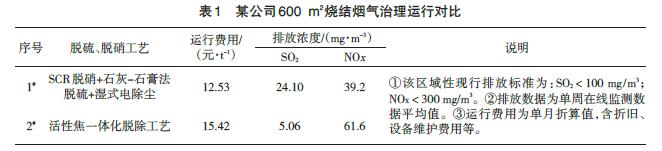
表1 某公司600 m2烧结烟气治理运行对比从表1 可以看出,2 台烧结机虽然烧结面积相同、产量相当,但实际运行中差距较大。
1)单从脱硫、脱硝治理对比来说,SCR 脱硝+石灰-石膏法脱硫+湿式电除尘较活性焦法运行费用要低,吨烧结矿运行费用降低2.89 元。以每台年产烧结矿650 万t 计,采用SCR 法脱硝,年可降低运行成本1 878.5 万元。
2)从排放浓度的控制上,因2#脱除系统于2015年成,虽能达到现行标准,需进一步改造,氮氧化物方可实现超低排放。
3)从运行维护上,两种工艺都存在一定的优缺点。该企业1#烧结机采用的工艺路线为SCR 脱硝+石灰-石膏法脱硫+湿式电除尘,由于烧结烟气湿度大,机头电除尘后颗粒物浓度相对较大。采用SCR前置工艺(SCR 脱硝位于湿法脱硫前),细微颗粒物容易积聚,形成气溶胶,聚集在催化剂表面,造成系统阻力大,压差增加,增加系统检修频率;若将SCR放在湿法脱硫后,由于湿法脱硫的烟温降低,为保证脱硝系统的正常运行,需要将烟气加热至反应温度,温升增高,增加能耗。对于2#烧结机,由于烟气温度相对较高,活性炭在系统内堆集,容易导致反应塔内温度升高,出现自燃现象带来安全隐患;另外,该系统反应中会造成活性焦的消耗,生成细微粉尘随烟气排放现象(俗称“吹焦”),造成颗粒物排放浓度升高。故部分系统会在活性焦脱除工艺后增加布袋除尘系统,增加基建和运行成本。
5 结论
5.1 对比3 种脱硝工艺,本着稳定达标、平稳生产、超低排放的原则,主工艺应排除臭氧法,宜选择SCR 法或活性炭/焦法。
5.2 对于已经建成湿法或半干法脱硫的烧结机头,本着节约投资、稳定运行的原则,不建议采用活性焦/炭工艺重建,宜采用“湿法/半干法脱硫+SCR”路线。
5.3 对于新建脱硫、脱硝系统,可比对工艺,综合考虑,条件允许情况下,可建设活性焦/炭工艺。


 冶金铁路车辆现场事故救援技术研究与…
冶金铁路车辆现场事故救援技术研究与… 高温液态金属突发事故应急处理措施铸造车间通风除尘技术炼钢厂煤气危险源(点)管理控制措施转炉冶炼高碳低磷钢氧枪“氮搅”工艺…低碳低硅钢的冶炼实践研究冶炼烟气脱汞技术进展焊口热处理安全措施焊工岗位危险因素、事故防范及事故应…乙炔气割枪回火处理措施焊接作业安全要求ASM焊线机操作指导书氩弧焊作业指导书转炉煤气回收的安全措施电烙铁使用的注意事项炼铁厂冬季“四防”安全生产控制措施
高温液态金属突发事故应急处理措施铸造车间通风除尘技术炼钢厂煤气危险源(点)管理控制措施转炉冶炼高碳低磷钢氧枪“氮搅”工艺…低碳低硅钢的冶炼实践研究冶炼烟气脱汞技术进展焊口热处理安全措施焊工岗位危险因素、事故防范及事故应…乙炔气割枪回火处理措施焊接作业安全要求ASM焊线机操作指导书氩弧焊作业指导书转炉煤气回收的安全措施电烙铁使用的注意事项炼铁厂冬季“四防”安全生产控制措施



